工業製造
Fanuc G73 パターン繰り返しサイクルは、CNC 機械工が粗い材料除去プログラムを簡単にプログラム/維持/デバッグするのに役立ちます。 しかし、Fanuc G73 パターン繰り返しサイクルでは、輪郭に沿ってカットすることによって粗い材料を取り除きます。したがって、最初のカットから G73 パターン繰り返しサイクルは、仕上げコンポーネントと同じ形状をカットします。 . Fanuc G73 パターン繰り返しサイクル形式 G73 U W RG73 P Q U W F Fanuc G73 パターン繰り返し缶詰サイクル G73 最初の CNC プログラム ブロック U – X 軸のエスケープ
京セラの切削工具とインサートのカタログは、京セラのウェブサイト http://americas.kyocera.com/kicc/cuttingtools/catalog.html から無料でダウンロードできます。 次の京セラ カタログを利用できます。2013 ミーリング カタログ2012-2013 ターニング カタログ2013 ドリリング カタログ 京セラ切削工具とインサートのカタログ 2011-2012 京セラ切削工具カタログ PDF 無料ダウンロード 2013 年京セラ切削工具およびインサート カタログ 京セラの完全なカタログをダウンロードするか、カタログから必要なパーツ (分
コーロイ切削工具カタログ KORLOYの最新版「English Metric General Catalogue」と「Digest Catalogue」は、KORLOYのウェブサイトからPDF形式で入手できます http://www.korloy.com/korloy_en/contents/product/05.htmlhttp://www.korloy.com/eng/catalog/catalogF.html Korloy切削工具カタログ KORLOY CUTTING TOOLS 2013 (メートル法) (pdf)KORLOY CUTTING TOOLS 2012 (インチ)
Fanuc G73 パターン繰り返しサイクルの CNC プログラミング例。 Fanuc G73 パターン繰り返しサイクルについては、既にここで説明していますCNC Fanuc G73 パターン繰り返しサイクル その他のファナック G73 パターン繰り返しサイクルの例CNC ファナック G73 パターン繰り返しサイクル CNC プログラムの例ファナック G73 パターン繰り返し固定サイクルの基本的な CNC サンプル プログラム Fanuc G73 パターン繰り返しサイクルのプログラミング例 この cnc プログラムの例では、cnc 機械工が z 軸の動きに「Z」の代わりに「W」を使用する
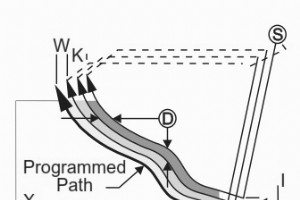
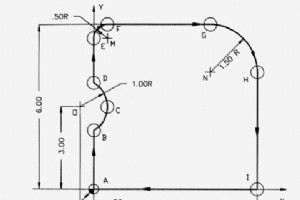
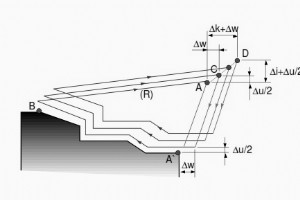
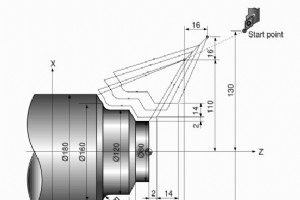
Haas G73 イレギュラー パス ストック除去サイクル G73 パターン繰り返しサイクルは、X 軸と Z 軸の両方で一定量の材料を除去する場合に最適です。 フォーマット G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012 Haas G73 イレギュラー パス ストック除去サイクル CNC 旋盤 パラメータ D – 切削パスの数、正数I – 最初の切削から最後の切削までの X 軸の距離と方向、半径K – 最初の切削から最後の切削までの Z 軸の距離と方向P – ラフへのパスの開始ブロック番号Q – ラフへのパスの終了ブロック番号U – G73 仕上

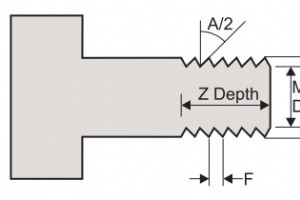
Siemens Sinumerik 840C/840 Sinumerik 810/820T サイクル L97 ねじ切りサイクルは、おねじ切りめねじ切りテーパーねじ切り横ねじに使用できます。 工具送り込みは自動で、漸進二次です。これにより、切断断面が一定に保たれます。 プログラムの例については、おねじ用の Sinumerik L97 ねじ切りサイクル プログラムの例を参照してください Sinumerik L97 ねじ切りサイクル L97 ねじ切りサイクル パラメータ R20 – ねじピッチ。R21 – X 軸のねじの始点。R22 – Z 軸のねじの始点。R23 – アイドル カット数
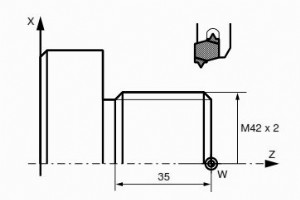
Siemens Sinumerik L97 ねじ切りサイクルは、おねじ、めねじ、テーパーねじ、および横ねじの切削に使用できます。 これは、CNC 機械工が Sinumerik L97 ねじ切りサイクルでどのように雄ねじを切削できるかを示す CNC プログラムの例です。 Sinumerik L97 ねじ切りサイクルの完全なパラメータの説明については、Sinumerik L97 ねじ切りサイクルをお読みください Sinumerik L97 ねじ切りサイクル CNC プログラムの例 Sinumerik L97 ねじ切りサイクルプログラムの例 %97N05 G95 G0 X50 Z10 D01

SINUMERIK 808D の紹介 SINUMERIK 808D の紹介 このビデオでは、Sinumerik 808D を紹介し、この一連のビデオ チュートリアルで完成するワークピースの図面を示します。 この紹介ビデオは、SINUMERIK 制御のまったくの初心者向けです。 PC で SINUMERIK 808D を無料ダウンロード シーメンスは、CNC 機械工が自分の PC にダウンロードしてインストールできる PC ソフトウェアで無料でダウンロードできる Sinumerik 808D を提供し、Sinumerik 808D CNC プログラミングと操作の専門知識を習得できます。
電源を入れて軸を参照する方法 SINUMERIK 808D の電源を入れて軸を参照 このビデオ チュートリアルでは、Sinumerik 808D CNC 制御を備えた CNC 旋盤のスイッチを入れる方法を示します。 すべての CNC マシンには軸を参照する方法が必要であるため、軸の参照は非常に重要なプロセスです。一部の CNC マシンにはアブソリュート エンコーダーが装備されているため、軸を参照する必要がなくなりました。 このビデオでは、Siemens Sinumerik 808D cnc 制御を使用して CNC 旋盤で軸を参照する方法も示します。

SINUMERIK 808D Turning CNC は、最新の標準的な旋盤の要件を満たすように完全に調整されています。フル サーボ制御のリジッド タッピングやフライング スピンドル/C 軸切り替えなどのインテリジェントな CNC 機能により、最も正確で最速の旋削加工が可能になります。 Sinumerik 808D ターニング 典型的な応用分野 以下のために完全に調整され、事前構成されています: 1 つの加工チャネルで最大 4 つの軸/スピンドル 傾斜ベッド フル CNC およびフラットベッド手動制御セミ CNC 旋盤用に調整されたシステム ソフトウェア メリット SINUMERIK

SINUMERIK 808D Milling CNC は、単純な標準フライス盤の要件を満たすように完全に事前設定されています。これにより、LookAhead 機能により最適化された速度制御が可能になります。 Sinumerik 808D ミーリング 典型的な応用分野 以下のために完全に事前設定: 1 つの加工チャネルで最大 3 軸/1 スピンドルのフライス盤 シンプルな標準フライス盤用システム ソフトウェア 単純なモールドとダイのアプリケーション メリット SINUMERIK Operate BASIC ダイアログベースのユーザーサポートによるシンプルで直感的なオペレーターインターフ
Siemens のこのビデオでは、Sinumerik 808D コントロール パネルのキーと画面領域について簡単に説明しています。このビデオを見た後、CNC 機械工は、CNC マシン コントロール パネルのさまざまな領域を簡単に区別できます。 コントロールパネルの紹介 SINUMERIK 808D Sinumerik 808D 画面の紹介 アクティブ モード。時刻と日付。ロードされたプログラム。軸データ。 キーボードの紹介 操作エリアのボタン。プログラム編集キー。 マシン コントロール パネルの紹介 非常停止ボタン。軸方向キー。送りオーバーライドと速度オーバーライド。CNC マシンの
SINUMERIK 808D チュートリアル旋削パート 4 ビデオでは、図面、切削方法、ワークピースの固定方法について説明しています。 ワークピースの描画と固定 また、次のようなヒントも提供しますコンポーネントの図面だけを持っているときに原材料の寸法を選択する方法は?CNC 旋盤機械のジョーでコンポーネントを最適につかむ方法は?

Tormach CNC マシンのマニュアルは、Tormach の Web サイトからダウンロードできます。 Tormach PCNC 1100 および PCNC 770 の操作およびプログラミング マニュアルをダウンロードできます。 Tormach PCNC1100 シリーズ3 トーマック マニュアル Tormach CNC マシンのマニュアルは、Tormach の Web サイト Tormach マニュアルからダウンロードできます。 以下のマニュアルやその他多数をダウンロードできます。 PCNC 1100 シリーズ 3 ミルのマニュアルPCNC 1100 シリーズ 3 マニュアル
完全な Tormach G コード リファレンス。 CNC 機械工は、Tormach PCNC 1100 および Tormach PCNC 770 のマニュアルをダウンロードできます Tormach Manuals Download. トーマックPCNC トーマックGコード一覧 G00 – ラピッドポジショニング G01 – 線形補間 G02 – 時計回りの円弧/ヘリカル補間 G03 – 反時計回りの円弧/ヘリカル補間 G04 – ドウェル G10 – 座標系原点設定 G12 – 時計回りの円形ポケット G13 – 反時計回りの円形ポケット G15/G16 – 極座標が

Walter は、旋削、穴あけ、溝入れ、ねじ切り、およびフライス加工用のあらゆる種類の工具を提供しています。 Walter ツール カタログ Walter ツールのカタログは、Walter ツールの Web サイトから無料でダウンロードできます。 Walter ツールのマニュアルは複数の言語で利用できます。 Walter Tools カタログ 思い描いたものを設計するには、適切なツールが必要です。旋削、フライス加工、穴あけ、ねじ切り用の工具。しかし、それには心と魂も必要です。最初のインスピレーションから最終的なアプリケーションまで。 製品イノベーション 2013-1 (pdf)
Haas G76 ねじ切りサイクルは、おねじ、めねじ、ストレートねじ、テーパーねじに使用できます。 Haas G76 ねじ切りサイクルを使用すると、プログラマーはねじの長さに沿って複数の切削パスを簡単に命令できます。 工具負荷と摩耗の性質は、P コードを使用して制御できます。 P コードは、ツールがどちら側を切断するかを指定でき、切断する材料の量を指定できます。 Haas G76 ねじ切りサイクル アプリケーション Hass G76 ねじ切りサイクルは、 雌ねじ切り (ID ねじ切り) おねじ切り(外径ねじ切り) ストレートスレッド テーパーねじ Haas G76 ねじ切りサイク
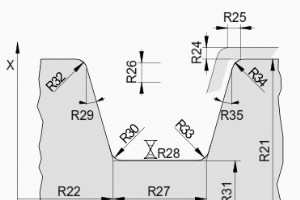
Sinumerik L93 リセッシング サイクルでは、縦方向、面、外側、内側の溝を加工できます。L93 カットイン サイクルとも呼ばれます。 Sinumerik L93 リセッシング サイクル アプリケーション Sinumerik Recessing Cycle L93 では、 の加工が可能です。 縦方向の溝 顔の溝 外側の溝 内側の溝 ツール オフセット 溝入れ工具の両方の刃先は、隣接する工具オフセット番号 (例:D21 と D22) に保存する必要があります。 Sinumerik L93 後退サイクル フォーマット Sinumerik L93 凹みサイクル Sinumerik
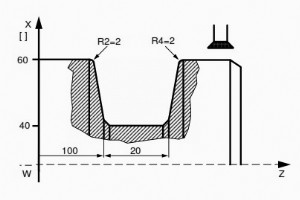
Sinumerik L93 Recessing Cycle のプログラミング方法を示す CNC プログラミング サンプル コード。 Sinumerik L93 リセッシング サイクル Sinumerik L93 リセッシング サイクルは、溝またはリセスの加工を可能にします。Sinumerik リセス サイクル L93 は、の加工を可能にします 縦方向の溝 顔の溝 外側の溝 内側の溝 Sinumerik L93 リセッシング サイクル プログラムの例 Sinumerik L93 凹みサイクルプログラムの例 %1N05 G95 G0 X65 Z105 D03 T03 S500 M04N1
ドウェルとは? ドウェル (G04) を指定することにより、次の cnc プログラム ブロックの実行が指定された時間だけ遅延されます。 Fanuc Dwell G04 コマンド プログラム滞留時間は、プログラム内の任意の時点で作成できます。Fanuc G04 滞留時間は、非モーダル G コードです。G04 滞留時間は、G コード グループ 00 からのものです。 一部の CNC プログラミング サイクルには、サイクル自体の中に独自のドウェル機能があります。 ファナック ドウェル G04フォーマット G04 X… (sec)G04 U… (sec)G04 P… (msec) 工具の移
CNCマシン