工業製造

Performance Engineered Products Inc. (PEP) は、カリフォルニア州ポモナの通りを上下に見渡すだけで、ゴールデン ステートでの製造施設の運営に伴う固有の課題を把握できます。かつて 6 つの射出成形会社があった PEP は、ポモナ大通りのこの特別な一帯に残る最後の会社です。 インランド エンパイアの端に位置するこのかつての製造業の温床は、州の土地、人件費、光熱費の高騰と規制負担の増大により、その射出成形の影響力が衰退するのを目の当たりにしてきました。 PEP の操業は、型締力 33 ~ 500 トンの 3 台の垂直プレスを含む 33 台の射出成形機を備えた

Nova Chemicals が最近商品化した Syndigo rPE-IN3 再生ポリエチレン (rPE) の最初の注文が届き、ケンタッキー州シェルビービルの Sigma Plastics Group に輸送され、そこでこの樹脂はストレッチ フィルム製品に使用されます。 Nova によると、鉄道車両の出荷注文は合計 200,000 ポンド近くになります。 注目のコンテンツ Sigma Plastics は、Nova のメカニカルリサイクル PE をストレッチフィルム製品に使用します。 出典:ノヴァ シグマプラスチックスは、小売業者や配送センターに販売されるストレッチフィルムに

Shell Polymers は、ペンシルベニア州モナカのアプリケーション ホールに Smart Machine 2.8 を設置し、回転成形市場をサポートする社内機能を拡張しました。シェルによれば、この導入の目的は、顧客重視のイノベーションと実践的な技術サポートを通じてアプリケーション開発を進めることです。 Persico グループが製造したシェルの新しい回転成形機。出典:シェルポリマー 「この追加は、回転成形を含む主要な応用分野にわたる新設備とイノベーションへの継続的な投資に対するシェルポリマーズの取り組みを示しており、回転成形市場におけるコラボレーション、研究、教育の機会を拡大します」
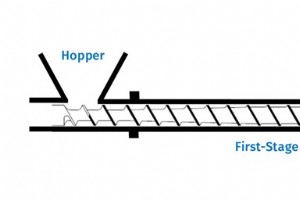
2 段階のベント付き単軸押出機は、多くの用途や樹脂で一般的です。通気は多くのスチレン系樹脂や、消費者リサイクル(PCR)樹脂を使用するほとんどの用途で一般的です。適切に設計された押出機とスクリューは、ベントを通じて揮発性物質の 90% 以上を除去でき、ダイでの流れが急上昇することなく安定して動作し、ベント開口部から材料が流出することはありません。 これらの処理目標を達成するには、次のようないくつかの設計機能が必要です。 注目のコンテンツ 通気セクションの長さと深さ ベントダイバーターの設計 第 2 段階の計測チャネル長 ポンプ比 図 1 の概略図は、2 段階のベント付き押出機を示し

オクラホマ州の企業 Utopia Plastix は、植物から直接作られた樹脂製品を開発しました。この製品は、射出成形や押出成形などの従来のプラスチック加工方法で加工できます。 「Utopia Plastix は、石油由来のプラスチックに代わる植物由来の代替品です。私たちはプラスチックではありません。私たちはプラスチック製造に植物を使用しています。」と Utopia Plastix の創設者、シャリナ ペリーは言います。 注目のコンテンツ 加工可能な樹脂を製造するには、通常、石油化学原料か生物原料かにかかわらず、原料の化学的性質を変える必要があります。 バイオプラスチックは、炭水化物を

フレキシブルパッケージングの世界では、多くのフィルム加工業者が、スループットと製品の一貫性を向上させるために、押出ラインとスリッティングシステムに多額の投資を行ってきました。しかし、依然としてボトルネックは依然として残っています。それは、制作ステップ間を移動する大量の扱いにくいフィルムのロールを処理することです。これらのロールはサイズや形式が大きく異なるため、その処理を自動化することは技術的な課題であると同時に戦略的な機会でもあります。 プラスチック業界の人々は「自動化」と聞くと、射出成形機から部品を降ろすロボットをよく思い浮かべます。フィルム処理では、自動化は別の形で行われます。 300

化学会社の CEO が率いるグループである Global Impact Coalition (GIC) は、自動車プラスチックの循環性に関する調査結果を報告しました。 BASF、Covestro、LG Chem、LyondellBasell、Mitsubishi Chemical Group、Sabic、Suez、Syensqo の 8 社が協力して、100 台の使用済み自動車(ELV)を完全な解体、破砕、分別チェーンを通じて処理し、さまざまな年式、メーカー、状態の自動車から約 8 トンのプラスチックを回収しました。 注目のコンテンツ このリサイクル プロジェクトでは、100 台の使
反応押出 (REX) は、ポリマーの製造または官能化を可能にするプロセスです。ここで、製造とは、重合によって最も基本的な構成要素から合成されるポリマーを指しますが、機能化とは、反応器後の化学修飾を受けるポリマーを指します。 REX 重合によって得られるポリマーの例には、熱可塑性ポリウレタンおよびポリアミド (ナイロン) 6 が含まれます。 REX 官能化によって得られるものには、ポリオレフィンへのモノマーのグラフト化が含まれます。一般に、二軸押出機は、高レベルの混合を実現し、高粘度を示す材料を処理できるため、これらの REX プロセスで重要な役割を果たします。したがって、この記事の範囲は、共

新型コロナウイルス感染症のパンデミックにより、調合業界の通常業務は大きな警鐘を鳴らされました。突然、調合業者はサプライチェーンの混乱、深刻な原材料不足、そして今日まで続く価格変動に直面するようになりました。継続的な不確実性に加えて、新たな規制上の制限、持続可能性に関する新たな義務、大手樹脂サプライヤーによる従来の配合分野への侵入などが挙げられます。 調合業者は、一方では多様で急速に変化する顧客の要件を満たしながら、他方では流動的なビジネス環境でうまく競争しながら、これらすべての変数をどのようにしてうまく管理できるでしょうか? 注目のコンテンツ 解決策の 1 つは、顧客エンゲージメントに

今日のペースの速い世界市場では、金型設計は現在の産業ニーズと現実に適応する必要があります。製品の寿命が短くなる中、金型メーカーは先を行くための革新的なソリューションを必要としています。ここで、射出成形のサイド アクションが登場します。これは、複雑な形状や扱いにくいアンダーカットを処理するための革新的な方法です。 デザイナーとエンジニアは、サイド アクションの可能性を最大限に引き出すために、いつ、どのようにサイド アクションを使用するかを理解する必要があります。この記事では、サイド アクション、その仕組み、アプリケーションのさまざまなタイプについて説明します。複雑さを分析し、精密成形能力を高め
金型ツールはすべてのプラスチック射出成形プロジェクトの重要な側面であり、設計された部品や製品の最終形状と品質を決定します。ただし、射出成形金型は、溶融したプラスチックの流れを受け止めて固化させる単一のアイテムではありません。代わりに、射出成形金型のさまざまなコンポーネントが、プロセス全体を通じてコンパクトな設計構造で異なる機能を実行します。 この記事では、さまざまなシステムとコンポーネントについて説明し、それらが金型ツールの全体的な構造と機能にどのような影響を与えるかについて説明します。さらに、読者がより適切な決定を下せるよう、考えられる欠陥と金型製造の材料について簡単に説明します。 やっ
射出成形機には、プラスチック部品の製造において重要な機能を果たすいくつかのコンポーネントと機能が付属しています。バルブゲートはこの機械の重要な部品の一つです。さらにバルブゲート射出成形技術を採用。 ユニークかつ効果的なもので、大量生産に適しています。 また、特殊なゲートピンやバルブを備えたホットランナーゲートです。バリュー ゲートの主な機能は、金型内のプラスチックの流れを適切に確保することです。ここでは、射出成形のバルブゲートに関するすべてを説明します。これらには、その種類、主要な設計上の考慮事項、長所と短所が含まれます。 射出成形のゲート設計はなぜ必要ですか? 射出成形金型の設計は、プラ
完璧な射出成形の秘密を解き明かしましょう!最も完璧な形状の部品を保証する金型周囲の小さな特徴はコアとキャビティです。 。これらの機能は、正確な寸法を表示するだけでなく、生産性も向上します。それらがどのように機能するのか、何が重要なのか、そして材料をどのように選択するのが最善かについて興味がありますか?このガイドを読んで、 正しい コアとキャビティ を確認してください。 設計により射出成形プロジェクトを改善できます! 射出成形におけるコアとキャビティとは何ですか? 射出成形金型のコア部分とキャビティ部分を簡単に区別できます。それらは完全な金型を作成する 2 つの半分を形成し、プロセス中に溶融
射出成形技術が多様に使用される理由は、そのバリエーションにあります。工業生産では、数種類の射出成形技術が使用されています。プラスチックだけでなく、金属、セラミック、発泡製品も生産できるものもあります。 射出成形ツールや本格的な生産を行う場合、最適な品質とコスト削減のためには、適切なテクノロジーを選択することが不可欠です。この記事では、分類されたタイプの特徴、用途、選択の考慮事項、射出成形部品の注文方法など、選択するための技術的なガイダンスについて説明します。 射出成形技術とは何ですか? 射出成形技術は、溶融した材料をキャビティに成形することによって、目的の部品や製品を製造します。キャ
射出成形と 3D プリントには、それぞれ独自の長所と短所があります。このため、プロジェクトに適したオプションを選択することが困難になる場合があります。カスタム プロトタイプの作成を検討している場合、または部品を大量に製造する必要がある場合は、射出成形ではなく 3D プリントを使用すると、リソース、労力、健全性を節約できます。これらのテクノロジーはまったく異なる場合があります。選択のお手伝いをさせていただきます! 3D プリントとは 積層造形としても知られる 3D プリントは、材料を層ごとに追加して設計から部品を作成するプロセスです。材料を切断したり成形したりするのではなく、(積み木を積み上
金属ダイカストの進化版である射出成形は、熱可塑性プラスチック部品を大量生産するための最も経済的な方法の 1 つです。この効率的なプロセスが成功するかどうかは、金型の設計にかかっています。射出成形設計における小さな間違いでも、重大な欠陥が発生し、部品が機能しなくなる可能性があります。 設計者や製品開発者を支援するために、このガイドでは、射出成形設計のよくある 15 の間違い、その潜在的な結果、およびコストのかかる欠陥や生産の遅延につながる前に、早期に対処するための実際的な戦略を紹介します。 射出成形金型の幾何学的設計の欠陥 物理的特徴は、射出成形のミスが発生する可能性が高い中核領域の
MedTech NPI ソーシング マネージャー、生物医学エンジニア、QA ディレクターにとって、新しいデバイスを市場に投入することは刺激的かつ重要な旅です。医療用射出成形は、リスク管理、FDA 規制の厳格な順守、材料の慎重な追跡に重点を置く必要があるため、通常の製造とはまったく異なります。不透明なブローカー プラットフォームを通じて重要なコンポーネントを調達すると、重大な規制上の課題が生じる可能性があります。このガイドでは、滅菌対応ポリマーの選択から ISO クラス 7 の認証を取得した工場との提携まで、医療機器の射出成形で考慮すべき重要な要素について説明します。 と8 クリーンルーム。
射出成形はプラスチック部品の一般的な製造方法です。このテクノロジーは大量生産に効率的であり、再現性とコスト効率を維持します。ただし、工具、プロセス変数、原材料の品質に偏差があると、成形部品にさまざまな欠陥が発生します。射出成形におけるフローマークは、仕上がりと美観に影響を与える大きな欠陥の 1 つです。 フロー マークの性質を理解すると、設計仕様に正確に従って欠陥のない部品を製造するのに役立ちます。そこで、フロー マークの種類、その原因、予防方法について詳しく説明します。 射出成形におけるフローマークとは何ですか? フロー マーク (フロー ラインとも呼ばれます) は、射出成形プロセス中
鋭い角はデザインに明確な外観を与える可能性がありますが、一部の製造プロセスではトラブルの兆候となる可能性があります。射出成形は、鋭いエッジによって利点よりも問題が増える最も明らかな例の 1 つです。 成形プラスチック部品をよく観察したことがあれば、鋭いエッジがほとんど存在しないことに気づいたかもしれません。これは見落としではなく、溶融材料の流れ、冷却速度、金型との相互作用に基づいて行われた意図的な設計上の決定です。 この記事では、射出成形で鋭いコーナーを追加する際の課題、射出成形部品のコーナーの主な種類、美的および構造的に優れたプラスチック部品の作成に役立つ設計ルールについて説明します。
高品質のプラスチック部品がいくつか必要ですが、射出成形金型や工具のコストが高いことが心配ですか?その場合、同じ品質と精度を実現できる射出成形の代替手段がいくつかあります。 熱成形、3D プリンティング、ブロー成形、CNC 機械加工などの代替プラスチック製造プロセスは、プロトタイピングや小ロットの場合でも手頃な価格で利用できます。複雑な設計、カスタマイズ、繰り返しの繰り返しにも柔軟に対応します。 この記事では、射出成形の 7 つの代替手段と、プロジェクトに最適なものを選択する方法について説明します。 プラスチック射出成形とその代替品 射出成形は、プラスチック部品を製造するため
樹脂