


コンバーター製鋼における酸素の吹き込み
コンバーター製鋼における酸素の吹き込み
炭素(C)、シリコン(Si)、マンガン(Mn)、リン(P)などの不純物を除去するために、製鋼中にコンバーター内の溶銑に酸素(O2)が吹き付けられます。水冷ランスが使用されます。非常に高速で酸素を液体浴に注入して鋼を製造します。トップブローコンバータープロセスが商品化され、コンバーターのサイズが最大50トンに制限されていた1950年代には、コンバーター内のO2のブローイングにシングルホールランスチップを備えたランスが使用されていました。時間の経過とともに、コンバーターのサイズは大きくなり続けました。このため、コンバーターのバスのより広い表面にO2をより適切に分散させるために、ランス先端の穴の数を増やす必要がありました。
不純物レベルの低い高品質の鋼を製造する要求が高まるにつれ、コンバーターの製鋼には非常に高純度のO2が必要になります。製鋼に必要なO2は、少なくとも99.5%の純度、理想的には99.7%から99.8%の純度である必要があります。残りの部分は0.005%から0.01%の窒素(N2)で、残りはアルゴン(Ar)です。
トップブローコンバーターでは、水冷ランスの先端に収束発散ノズルを備えた超音速でO2が噴射されます。強力なガスジェットがスラグを貫通し、液槽の表面に衝突して鋼を精製します。現在、ほとんどのコンバーターは、3〜6個のノズルを含むランスチップで動作します。 8ノズルのランスチップも使用されています。多穴ランスチップを備えたランス内の各ノズルの軸は、ランス軸に対して傾斜しており、チップの周りに等間隔に配置されています。ランスチップは銅製で、ランス鋼管に溶接されています。
表1に、さまざまなコンバーターサイズのランスパイプサイズでのO2流量とO2フローの速度を示します。
| タブ1コンバータランスの設計流量 | |||
| コンバーターの熱サイズ(トン) | N Cum/hrでの酸素流量 | パイプの直径Xの厚さ(mm) | 酸素の流れの速度(m /秒) |
| 250-300 | 58000-66000 | 43.5-49.5 | |
| 210 | 48000-54000 | 45.8-51.5 | |
| 180 | 39000-44000 | 46.3-52.2 | |
| 150 | 30000-33000 | 48.4-53.3 | |
| 120 | 26000-28000 | 47.3-50.9 | |
| 80 | 18000-20000 | 46.8-51.9 | |
| 60 | 14000-16000 | 44.7-51.0 | |
| 50 | 11000-13000 | 40.0-47.3 | |
コンバーター製鋼では、超音速のO2を溶銑に吹き付けて、C、Si、Mn、Pなどの不純物を除去します。吹き付け中にランスの高さを下げて、Cを除去するためにO2を浴に使用できるようにします。精製のためにO2を吹き飛ばすのに約15〜20分かかります。タップ間の時間は、O2の流量、溶銑の組成、ランスのプロファイル、および鋼の化学的性質に応じて、50〜60分の間で変化します。 O2ブロー時間とタップ間時間は、コンバーターの容量に大きく依存しないことに注意してください。
O2は、高圧(約11〜14 kg / sq cm)および超音速(マッハ数1より大きい)で収束発散ノズルを備えた水冷ランス(長さ約8m〜10 m)を介してコンバーターに吹き込まれます。 。ノズルからのO2の超音速ジェットは、液体浴へのO2のより高い同伴を助けます。打撃中に、スラグ/金属液滴/気泡からなる三相分散液が形成されます。ランスの最も重要な部分はノズルチップです。非合体のフリーO2ジェットを生成するように設計されています。ノズルの機能は以下の通りです。
- 酸素の供給と分配
- ガスジェットを生成するには
- お風呂の攪拌を誘発する
- 金属液滴を生成するため
前の熱を利用してスラグを排出した後、ライニングを検査します。スクラップや溶銑は充電されます。コンバーターを垂直位置に傾け、容器内でランスを下げてO2の吹き付けを開始します。開始ランスの高さの選択は、バスレベルでの力の集中が小さな鉄粒子の放出(スパーク)を引き起こさないようにすると同時に、最大バス表面積がO2ジェットで覆われるようにする必要があります。
>溶銑はスラグに覆われていないため、最初はランスの高さを高くしてスラグの形成を促進し、小さな粒子の放出を防ぐことで、O2を柔らかく吹き付けます。ライムは通常、打撃の開始時と打撃中に追加されます。スラグの発泡を抑制し、酸化反応を中断することなく行うように、ランスの高さを徐々に下げることにより、O2を約15〜20分間吹き込みます。
フリーガスジェットの形でのO2の供給は、トップブローおよびさまざまなタイプの複合ブローコンバーターの両方でのコンバーター製鋼の重要な機能です。この形態のO2供給では、O2の吹き付けの合計時間は、コンバーターの容量、O2の吹き込み速度、および底部の攪拌とはほとんど無関係です。これは、30トンから400トンの範囲のさまざまなコンバーター容量について、無次元の運動量流量とブロー時間の比率/合計ブロー時間の比率を評価することによって反映されます。
無次元の運動量流量は、さまざまなランスの高さで一定の体積流量のO2によって生成される自由なO2ジェットの作用を表すことがわかっています。無次元運動量流量数は、ランスの高さが低くなるにつれて増加します。槍の高さを低くすると打撃が強くなり、槍の高さを高くすると打撃が柔らかくなります。ランスプロファイルは、最初はソフトブローを生成し、ブローの進行とともに徐々にハードブローを生成すると見なすことができます。
すべての転炉製鋼におけるランスプロファイルの基本的な要件は、初期段階でのFeO(酸化鉄)に富むスラグの形成と、スラグの過剰酸化を回避するために浴中のO2の利用可能性を徐々に増やすことによるCとPの除去です。最初の要件は、「ソフトブロー」によって達成されます。 (ジェットの浅い浸透)および他の要件は、ブロー(ジェットのバスへの深い浸透)を徐々に硬化させることによって達成されます。したがって、コンバーターの容量やコンバーターの製鋼慣行のタイプ(純粋なトップブローまたは複合ブロー)に関係なく、O2ジェットの衝突による溶銑の精製には、ソフトブローとハードブローが不可欠です。その結果、O2ブローの合計時間はほぼ同じになります。 。
酸素の利用可能性
O2は、コンバーターの精製プロセス中に精力的に利用できます。 O2のエネルギー的な利用可能性は、特定の流量のO2をノズルに通すことによって得られます。
コンバーター製鋼では、O2がラバールノズルから吹き込まれます。収束発散ノズルとも呼ばれるラバールノズルは、流れの方向に断面積が減少し、最小の断面積に達した後、流れの方向にさらに増加する流路が特徴です。流路の最小断面積は、ノズルのスロートと呼ばれます。ラバールノズルは、ガスを超音速(マッハ数が1より大きい)まで加速することができます。実際、出口でのガス速度は、マッハ値が約2.0〜2.4に相当します。
無料のガスジェットの動作
空気からなる周囲の単一のラバールノズルを出るときのガスの挙動は、ノズルを通って出るときのガスが周囲に広がり、拡散が制限されていないため、「フリーガスジェット」と呼ばれることを示しています。周囲のフリージェットは、潜在的なコアの長さ(PCL)と超音速のコアの長さ(SCL)によって特徴付けられます。潜在的なコアでは、周囲のエントレインメントは発生しないため、軸方向と半径方向の両方のガスの速度は、出口値での速度になります。潜在的なコアを超えると、周囲の娯楽のために半径方向と軸方向の両方の速度が低下し始めます。ただし、フリーガスジェットでは、ガス速度が音速値(M =1)に達するポイントに到達します。超音速コア長内では、ガス速度は半径方向と軸方向の両方で超音速値を上回っています。超音速コア長を超えると、ガス速度は亜音速になります。したがって、潜在的なコアを超えた半径方向の広がりと軸方向の速度の減衰が、フリーガスジェットの主な特徴です。
拡散により、ジェットの質量が増加します。これは、周囲のエントレインメントにより、平面P=0でのガスの濃度が減少することを意味します。 O2がノズルを通って流れている場合、平面P2でのO2の濃度は、P1およびP=0での濃度よりも低くなります。ただし、P2でのジェットの質量(ジェットは主流体+周囲で構成されます)は、P1での質量よりも大きくなります。ジェットの軸方向速度は、ノズル出口から測定された軸方向距離の関数です。
フリージェットの重要な特性の1つは、液体に当たると力に変換されて液体に浸透する運動量の流量を運ぶことです。ジェット内の運動量流量は保存されます。これは、圧力、ノズルの数、直径などの上流の変数にのみ依存するため、ジェットの重要な特性です。下流の状態には依存しません。
マルチノズルチップによって生成されるジェットの動作は、ノズルの数と、ランスの軸に対する各ノズルの傾斜角度によって異なります。コンバーター製鋼のノズル数はコンバーターの容量によって異なりますが、一般的には3〜6です。3穴ランスチップの各ノズルの傾斜角度は通常10〜12度で、5〜6穴ランスチップの場合は通常15度です。ランスの軸で16度まで。
ノズルの下流にあるマルチフリーガスジェットが合体するかどうかは、ガスの特定の上流圧力と流量に対する傾斜角とノズル数に依存します。合体ジェットは、単一ジェットのそれと似ています。 3穴ランスの傾斜角が10〜12度の場合、マルチジェットはノズルの下流の特定の距離まで合体しません。非合体ジェットは、液体に衝突すると、ジェットの数に等しい浸透を生成します。
軸方向速度の減衰と半径方向の広がりは、周囲の密度/O2ジェットの密度の比率に依存します。 O2ジェットの密度が周囲の密度よりも大きい場合、そのようなジェットは周囲にゆっくりと広がります。拡散の速度は、比率の値によって異なります。したがって、ジェットの速度は、周囲の下流の任意の距離でゆっくりと減衰します。このような状況では、コールドジェットが周囲の溶銑に放出され、潜在的なコアの長さ、PCL、および超音速コアSCLの長さは、周囲の密度/O2ジェットの密度の比が1の場合よりも長くなります。周囲の密度/O2ジェットの密度の比率が1未満の場合、O2ジェットは周囲よりも軽く、O2ジェットの広がりが速くなるため、潜在的なコアPCLの長さと超音速コアSCLの長さが短くなります。 。このような場合、冷酸素ジェットはスラグに放出されます。
遊離酸素ジェットの作用
フリーO2ジェットの速度は重要です。軸方向の速度は、周囲の巻き込みによりノズルの下流の距離が増加するにつれて減少します。打撃が始まるコンバーターでは、O2ジェットの周囲は高温の雰囲気です。打撃が続くと、周囲のジェットは一酸化炭素(CO)からスラグに変化します。ほとんどの期間、ジェットはスラグに沈められます。コンバーターの周囲は動的です。ジェットの速度は、上流の圧力、下流の軸方向の距離、および周囲に依存します。周囲が変化しているときのジェット速度を計算することは困難ですが、ジェット内の運動量流量はノズルの下流の距離とは無関係であり、計算することができます。
ジェットは、バスに当たると力に変換される運動量の流量を運びます。したがって、フリージェットの作用は無次元の流量数で表すことができます。ランスの高さが低くなると、無次元流量数が増加します。したがって、無次元の流量数は、ランスの高さの動的な変化を表すために使用されます。無次元の運動量流量の数値は、重力に逆らってランスの高さでバスにO2ジェットが作用することを意味します
ジェットの透過性
無次元流量数は、ジェットの透過性に対するランスの高さの影響を表します。より高いランスの高さで得られる浅いジェットの浸透は「ソフトジェット」です。より低いランスの高さで得られ、「ハードジェット」と呼ばれる深い貫通ジェットと比較して。
これは、ノズルから排出されるときに一定の圧力で供給される一定の体積流量のO2を、バス「ソフト」に衝突させることができることを意味します。徐々に難しくすることができます。したがって、「フリージェット」によるコンバーター製鋼の実践におけるO2供給の方法。物理化学反応の面で非常に効果的です。
液体金属浴に当たったときに反応性のソフト衝突O2ジェットによって誘発される効果は、(i)鉄(Fe)の酸化、(ii)浅い浸透、(iii)スラグ/金属反応、および(iv)スラグ形成の強化です。したがって、Pの除去が容易になります。ソフトO2ジェットの持続時間が長すぎると、過酸化のためにスラグが傾斜します。
液体金属浴に衝突したときに反応性の強い衝突O2ジェットによって誘発される影響は、(i)浴の深部でのO2の利用可能性、(ii)C酸化の強化とP除去の障害、(iii)深部へのCOの進化です。お風呂とお風呂からの脱出によりお風呂がかき混ぜられ、(iv)液滴が生成され、スラグに乳化されます。
O2ジェットの種類とその効果を図1に示します。
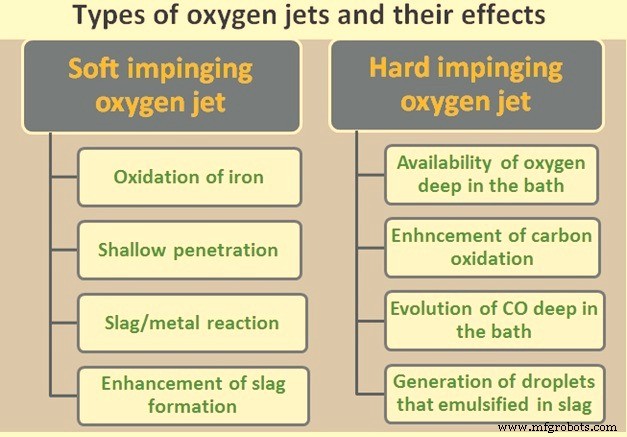
図1酸素ジェットの種類とその効果
コンバーターでの反応
O2製鋼では、C飽和溶銑に純粋なO2を超音速で吹き込みます。反応と混合は激しいです。 O2は、溶解したSi、溶解したMn、およびFe自体と反応して、液体のFeO含有スラグを生成します。 O2は溶解したCとも反応して、COガスを放出し、それによって鉄を脱炭します。鉄鋼精製中のこれらの元素(C、Siなど)の酸化への経路は、液体浴中のその濃度が特定の不純物元素によって許容される平衡レベルを超える点まで、O2を鉄溶液に吹き込むことです。次に、溶解したO2と溶解した不純物元素が結合してCOガス(Cの場合)または液体シリカ(Siの場合はSiO2)を形成します。これらの製品[CO(気体)とSiO2(液体)]の両方の溶解度は溶鉄に非常に限られているため、それらは別々の相をすばやく核形成し、凝固し、固化し、プロセスの激しい攪拌作用によって浮き上がります。 。
また、製鋼の激しいO2ブロー中に、溶鉄の一部はそれ自体がFeOに酸化され、次に液体金属浴と激しく混合されてエマルジョンになり、次の反応に従って溶鉄に溶解した不純物と直接反応することができます。 。
2Fe(溶融)+ O2(ガス)=2FeO(液体スラグ)
FeO(液体スラグ)+ C(溶鉄溶液に溶解)=CO(ガス)+ Fe(溶融)
2FeO(液体スラグ)+ Si(溶鉄溶液に溶解)=SiO2(液体)+ Fe(溶融)
これらの酸化反応は非常に発熱性です。 Siやその他の不純物の酸化から放出される熱は、鉄自体の酸化からのエンタルピーとともに、冷たいスクラップを溶かしてコンバーターの熱サイズを大きくし、下流の操作のために溶鋼の温度を上げるために使用されます。 CO2は、微量を除いて製鋼コンバーターの槽内で生成されることはありません。 CO2(生成された場合)は、残っている溶存Cとの反応により、すぐにCOに変わります。液浴の酸化後に溶存Cが残っていない場合、CO2はFe自体の酸化によってCOに還元されます。したがって、CO2は製鋼温度での酸化剤です。 CO2によるFeまたは鉄に溶解したCの酸化反応の平衡生成物は、ギブズの自由エネルギー計算によると微量のCO2で、COに強く向かっています。 Cは、上記の式に従ってFeOの還元剤として機能し、鉄の酸化を遅らせる(または妨害する)可能性のあるもう1つの要因です。
製鋼プロセス中に、鉄の一部が酸化されて、コンバーター内で金属と共存する液体スラグ相の液体FeOの割合が増加します。不純物酸化の終点を超えてO2を吹き込むと、Feの酸化が過剰になります。これは、スラグへのFeの測定可能な収量損失として現れ、スラグ中の予測可能で計算可能な高濃度の液体酸化鉄(FeO)を与えます。 CがCOに酸化されると、追加のO2がFeと結合して、FeOをスラグに生成します。
製造プロセス