工業製造
提出者:ブライアン 描画/画像 CNC プログラム %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X-.5 Y0. J.5G1 G40 X-1.G
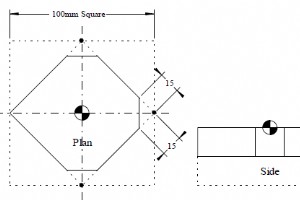
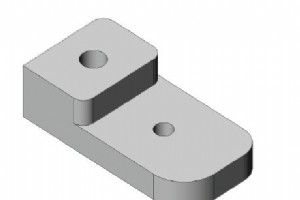
提出者:ブライアン 描画/画像 CNC プログラム 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+016 DEP ?17 TOOL CALL 0
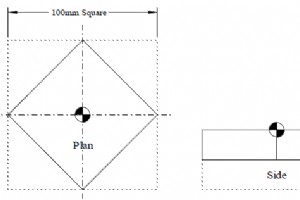
提出者:ブライアン 描画/画像 CNC プログラム 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M3017 END PGM 10102 MM

提出者:ブライアン 描画/画像 CNC プログラム 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP ?17 TOOL CALL 018 L M6

Haas CNC 旋盤/ミルで作業する CNC 機械工向けの Haas パラメータ リスト (ミル/旋盤)。 パラメータは、マシンの動作を変更する、めったに変更されない値です。これらには、サーボ モーターの種類、ギア比、速度、保存されたストローク制限、ボールねじの補正、モーター制御の遅延、およびマクロ呼び出しの選択が含まれます。これらはすべて、ユーザーによって変更されることはめったになく、パラメータ ロック設定によって変更されないように保護する必要があります。パラメータを変更する必要がある場合は、Haas または販売店にお問い合わせください。パラメータは、設定 7 によって変更されないように

Haas CNC に電源が入らない、自動的に電源が切れる、キーボードのビープ音が鳴るなどの問題がある場合は、次のトラブルシューティング手順を実行してください。 続行する前に 警告:一部の機械的および電気的サービス手順は、非常に危険または生命を脅かす可能性があります。自分のスキル レベルと能力を知る 注意!マシンに必要な電気サービスを扱う作業は、非常に危険な場合があります。 マシンの電源を入れることができません。 マシンへの入力電圧を確認してください。 電気キャビネットの右上にあるメイン サーキット ブレーカーを確認します。スイッチはオンの位置にある必要があります。 過電圧ヒューズを確

cnc 工作機械用の Mazak INTEGREX M コード リスト。Mazak INTEGREX 300/400-III/III T/IIIS/IIIST のその他の機能 (M コード) マザックMコード一覧 M コード 説明 M00 プログラム停止 M01 オプションの停留所 M02 番組終了 M03 主軸正転 M04 主軸逆回転 M05 主軸停止 M06 チャックアンクランプ(ワーク解放) M07 チャッククランプ(ワークを保持) M08 フラッド クーラント ON M09 クーラントオフ M10 M11 M12 フライス主軸モード解除(旋削モード選択
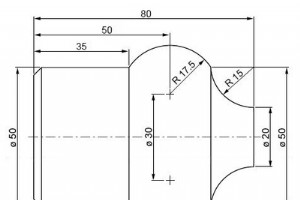
cnc 旋盤用に G02 G03 を使用して 2 つの組み合わせた円弧をプログラムする方法を示す CNC プログラムの例。 最初のアークは G02 R を使用してプログラムされていますが、2 番目のアークは G03 I K を使用してプログラムされています G02 G03 プログラミング例 G02 G03 プログラミング例 N50 G00 X20 Z85N60 G96 S200N70 G01 Z80N80 G02 X50 Z65 R15N90 G03 X50 Z35 I-10 K-15N100 G00 X80N110 G97 S900 M05N120 M30

Mazak INTEGREX 300/400-III/III T/IIIS/IIIST CNC マシンで作業する CNC 機械工向けの Mazak G コード リスト。 マザックGコード Gコード 機能 G00 ポジショニング G01 線形補間 G01.1 C 軸補間によるねじ切り G02 円弧補間 (CW) G03 円弧補間 (CCW) G02.1 スパイラル補間 (CW) G03.1 スパイラル補間 (CCW) G04 ドウェル G05 高速加工モード G06.1 細かいスプライン補間 G06.2 NURBS 補間 G07 仮想軸補間 G07.1 円筒補間

MAZAK マシニング センターで作業する CNC 機械工向けの Mazak G コード リスト。 マザックGコード一覧 Gコード 機能 G00 ポジショニング G01 線形補間 G01.1 C 軸補間によるねじ切り G02 円弧補間 (CW) G03 円弧補間 (CCW) G02.1 スパイラル補間 (CW) G03.1 スパイラル補間 (CCW) G04 ドウェル G05 高速加工モード G06.1 細かいスプライン補間 G06.2 NURBS 補間 G07 仮想軸補間 G07.1 円筒補間 G09 完全停止チェック G10 データ設定モードON G

CNC 機械工向けの Mazak plc アラーム リスト。 Mazak INTEGREX 300/400-II アラーム一覧 その他のマザック アラーム リストについては、次のページをご覧ください。 マザック システム/ドライブ エラー (No.1 – No.99、No.1000 – No.1099) マザック CNC マシン制御エラー (No. 100 – No. 199、No. 1100 – No. 1199) Mazak PLC マシン制御エラー (No.200 – No.399、No.1200 – No.1399) マザックCNC画面操作エラー(No.400~No.499、N
CNC 機械工向けの Mach3 m コード リスト。 これらの Mach3 m コードは、ミルとターンの両方で機能します。 Mach3 M コード Mコード 意味 M0 プログラム停止 M1 オプションのプログラム停止 M3 番組終了 M3/4 スピンドルを時計回り/反時計回りに回転 M5 スピンドルの回転を停止 M6 工具交換 (2 つのマクロによる) M7 ミストクーラントオン M8 フラッドクーラントオン M9 すべてのクーラントオフ M30 プログラムの終了と巻き戻し M47 最初の行からプログラムを繰り返す M48 速度とフィードのオーバーライドを有効に
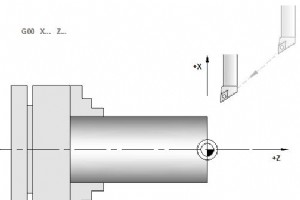
Haas G00 ラピッド モーション ポジショニング – Haas Lathe G00 G コードは、機械の軸を最高速度で移動するために使用されます。 G00 は主に、各送り (切断) コマンドの前に機械を所定の位置にすばやく配置するために使用されます (すべての移動は最高速で行われます)。 プログラミング G00 X... Y... Z... U... W... C... B... パラメータ パラメータ 説明 X… Y… Z… U… W… C… B… ハース旋盤軸 G コード データ モーダル/非モーダル Gコードグループ モーダル 01 G00 G コードはモーダ
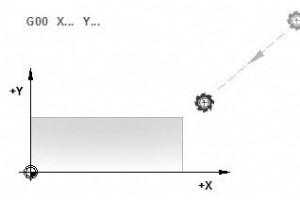
Haas G00 ラピッド モーション ポジショニング – Haas Mill G00 G コードは、機械の軸を最高速度で移動するために使用されます。 G00 は主に、各送り (切断) コマンドの前に機械を所定の位置にすばやく配置するために使用されます (すべての移動は最高速で行われます)。 プログラミング G00 X... Y... Z... A... パラメータ パラメータ 説明 X… Y… Z… A… ハースミル軸 Haas G00 ラピッド モーション ポジショニング – Haas Mill G コード データ モーダル/非モーダル Gコードグループ モーダル 01

CNC 機械工向けのファナック 15i アラーム/エラー。 ファナック 15i アラーム プログラム エラー/アラーム (P/S アラーム) プログラム エラー /プログラムおよび操作に関するアラーム (P/S アラーム) PS001 軸制御モードが不正です PS003 桁が多すぎます PS006 マイナス記号の不正使用 PS007 小数点の不正使用 PS010 不適切な G–コード PS011 不適切な NC–アドレス PS012 単語の区切り点が無効です PS013 不正なPOS。プログラム番号の PS014 プログラム番号の不正なフォーマット PS015 1 つのブロックに単語が

Fanuc 10/11/12 CNC 機械工向けのアラーム/エラー コード。 Fanuc 10/11/12 アラーム コード プログラム エラー/アラーム (P/S アラーム) プログラム エラー /プログラムおよび操作に関するアラーム (P/S アラーム) PS003 桁が多すぎます PS006 負の値の不正使用 PS007 小数点の不正使用 PS010 不適切な G–コード PS011 不適切な NC–アドレス PS012 単語の区切り点が無効です PS013 不正なPOS。プログラム番号の PS014 プログラム番号の不正なフォーマット PS015 1 つのブロックに単語が多すぎ
ファナック シリーズ 15 アラーム/CNC 工作機械用エラー。 ファナック シリーズ 15 アラーム プログラム エラー/アラーム (P/S アラーム) プログラム エラー /プログラムおよび操作に関するアラーム (P/S アラーム) PS003 桁が多すぎます PS006 マイナス記号の不正使用 PS007 小数点の不正使用 PS010 不適切な G–コード PS011 不適切な NC–アドレス PS012 単語の区切り点が無効です PS013 不正なPOS。プログラム番号の PS014 プログラム番号の不正なフォーマット PS015 1 つのブロックに単語が多すぎます PS016

Selca CNC 4000/3000 シリーズは、Selca cnc コントロールを備えた cnc マシンで作業する cnc 機械工向けの G 機能/G コードを制御します。 これらの Selca G 機能は、次の Selca cnc コントロールで動作します。 Selca S4000 シリーズ – S4040、S4040、S4045P、S4060D Selca S3000 シリーズ – S3040、S3045、S3045P、S3035D セルカGの機能 一般的な G 機能 Gコード 説明 G00 軸の迅速な位置決め G01 線形補間 G02 時計回りの円弧/ヘリカル補間

D.Electron Z32 cnc 制御を備えた cnc ミル/旋盤で作業する CNC 機械工は、D.Electron の Web サイト (以下のリンク) から D.Electron Z32 プログラミング マニュアルを自由にダウンロードできます。 D.Electron Z32 CNC マニュアル 利用可能な言語 これらの Z32 CNC プログラミング マニュアルは、複数の言語で利用できます など 英語 イタリア語 フランス語 Z32 プログラミング マニュアル 次の Z32 マニュアルは、PDF 形式でダウンロードできます。 CNC Z32 プログラミング ガイド (フラ
NUM 1020/1040/1060T G NUM CNC 制御を備えた CNC 旋盤で作業する CNC 機械工向けのコード リスト。 NUM 1020/1040/1060TG G コード Gコード 説明 G00 高速直線補間 G01 プログラムされた送り速度での直線補間 G02 プログラムされた送り速度での時計回りの円弧補間 G03 プログラムされた送り速度での反時計回りの円弧補間 G04 プログラム可能なドウェル G05 傾斜軸上の移動 G06 スプライン曲線実行コマンド G07 傾斜軸での加工前の工具の初期位置決め G09 次のブロックに進む前にブロックの終わりで正
CNCマシン