工業製造

Haas M35 クーラント スピゴット ポジションアップ M35 クーラント スピゴット ポジション アップ、デクリメント (-1) M35 はクーラント スピゴットの位置を 1 つ上に下げます。スピゴットの位置を下げると、スピゴットはスピゴットのホーム ポジションに向かって上に移動します。ホームポジションはゼロに指定されています。 M35 の例 M35 現在のスピゴット位置が 5 で M35 が実行された場合、現在のスピゴット位置は 4 まで移動します。水平ミルのスピゴット ホーム ポジションは、スピゴットを最も正の Z 軸位置に配置します。スピゴットを減らすと、冷却剤の流れの方向

Haas プログラマブル クーラント ノズル クーラントスピゴットを手で回さないでください。重大なモーターの損傷が発生します。 プログラム可能なクーラント ノズルの使用Haas アラーム 196 クーラント スピゴットの故障M34 クーラント スピゴットの位置が下がっていますM35 クーラント スピゴットの位置が上がっています

Haas プログラマブル クーラント ノズル Haas CNC 縦型および横型 CNC マシニング センター (VMC および HMC) には、各ツールの切削領域に正確にクーラントを自動的に向けるプログラマブル クーラント ノズル (P-Cool) が用意されています。 ページ:1 2 3 4
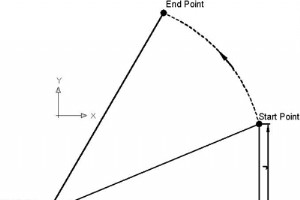
円弧補間の概念とプログラミング シリーズ の第 4 部では、円弧の半径 (R) が直接指定されていない場合に円弧の cnc プログラムを作成する方法について説明します。 この記事の他の部分を読む 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプログラミング パート 5(例) 円弧補間の概念とプログラミング パート 6(使用と演習) 円弧のみをプログラム 円弧中心が与えられます
Circular Interpolation Concepts &Programming シリーズの第 5 部。この記事では、 の使用について説明します。 G90 アブソリュート プログラミング G91 インクリメンタル プログラミング G90/G91 の両方を説明する cnc プログラム例コード付き この記事の他の部分を読む 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプ

主に旋削を行うが、フライス加工を行うためのライブ ツーリング (タレットのスピンドル) を備えた工作機械。ソフトウェアの観点から見ると、ターニング センターは、NC の送信変換と円筒変換を行う機能によって可能になります。回転軸と同様に機能する最新のスピンドル ドライブは、ターニング センターを経済的にも魅力的なものにします。一部のターニング センターには Y 軸もあります。
シーメンス数値制御のブランド名。数値制御を設計および製造するシーメンスの組織単位の名前。
円弧補間の概念とプログラミング シリーズの第 6 部では、円弧補間の使用法について説明します。最後に、CNC 機械工がこの一連の記事で学んだことをプログラミング、適用、テストするための 2 つの演習が提供されます。 この記事の他の部分を読む 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプログラミング パート 5(例) 円弧補間の概念とプログラミング パート 6(使用と演習) 円
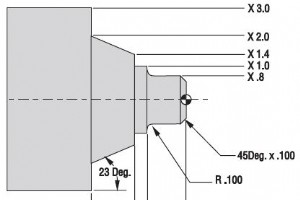
Haas G72 Type I 荒削りサイクル/G70 仕上げサイクルの使用とプログラミングを説明する Haas 旋盤プログラミングの例。上記のコードは、ほとんどまたはまったく変更せずに、Fanuc cnc 制御を備えた cnc 旋盤でも機能します。このHaas旋盤プログラミング例で使用されるすべてのGコード/Mコードは、説明とともに以下に示されています. Haas G72 タイプ I ラフ G70 仕上げフェーシング サイクル プログラムの例 Haas G72 Type I 荒削りと G70 仕上げ削りプログラムの例 O00096N1 (G72 ROUGHING FACE)N2 G53
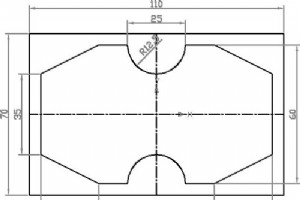
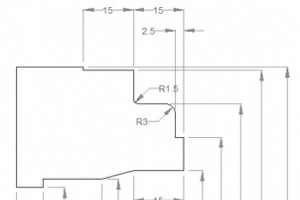
この円弧補間プログラミングの例 では、円弧補間とは何か、およびそのプログラミング方法を示します。 この演習を行う前に、まず円補間の概念とプログラミングを読む必要があります 記事(以下にリスト)。記事を読むと、この例が非常に単純で基本的な作業であることが理解できるでしょう。 円補間の概念とプログラミングの記事 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプログラミング パート 5
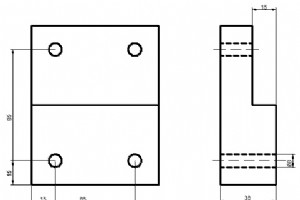
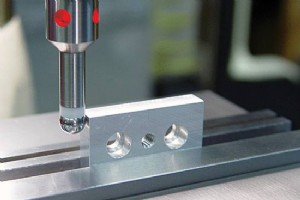
ステップ ブロックを経済的に穴あけする方法を示す G81 穴あけサイクル プログラムの例。CNC プログラム コードは自明であり、複雑な技術は使用されていません。 G81 ドリル 2 ステップ ブロック G81 穴あけ 2 ステップ ブロック N10 T4 M6 (TWIST DRILL 8”)N15 G90 G54 G00 X15 Y15N20 S1000 M3 F100N25 G43 H01 Z2 M8N30 G81 R2 Z-42N35 X65N40 Y85 R-13N45 X15N50 G80 Z50 M5N55 M30
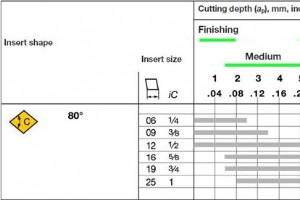
次の画像は、サンドビック・コロマントの旋削工具 – 総合旋削カタログから引用したものです。 CNMG、DNMG、RNMG、SNMG、TNMG、VNMG、WNMG、KNMX 推奨切削深さ CNMM 06、09、12、16、19、25mm の刃先長さのように、すべてのインサートに複数の刃先長さが指定されていることがわかります。これで、インサートのデータを簡単に取得できます。 CNMM 120408 または CNMG 190624 またはその他のインサートを使用するかどうか、ワークショップで使用します。現在、切削深さの列は、仕上げ、中、荒の 3 つの部分に分かれています。 CNMG090308
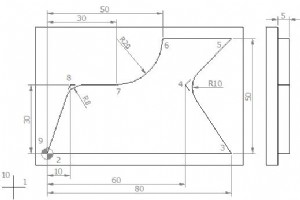
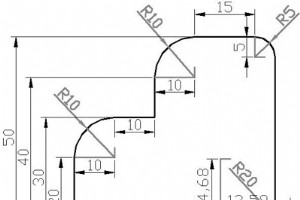
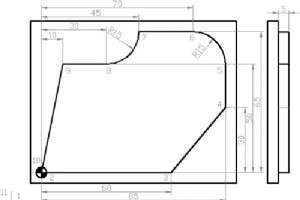
この例の描画は少し複雑に見えますが、プログラミングは非常に簡単です。この演習を行う前に、まず円弧補間の記事を読む必要があります 円補間の概念とプログラミングの記事 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプログラミング パート 5(例) 円弧補間の概念とプログラミング パート 6(使用と演習) と演習番号。 1 円弧補間のプログラミング例 1 これを読めば、このプロ
CNC 旋盤で作業する CNC 機械工向けの ID/OD (旋削/中ぐり操作) を使用した完全な CNC プログラミングの例。 cnc プログラミングを学んでいる人にとっては、学習/実践する必要があります。 このプログラミング例の追加の利点は、このプログラミング例で cnc 旋盤固定サイクルが使用されていないことです。 CNC 旋盤の基本的なプログラミング例 (旋削ボーリング操作) CNC 旋盤の例 ターニング ボーリング O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07

ProtoTRAK CNC コントロールを備えた CNC 旋盤/フライス盤で作業する CNC 機械工は、Southwestern Industries の Web サイトからコントロールのマニュアルを自由にダウンロードできます。 canuckmachineworks.ca ProtoTRAK マニュアル ProtoTRAK のマニュアルは、Southwestern Industries の Web サイトからダウンロードできます。 マニュアルの一部を以下に示します TRAK TRL SX Lathes &ProtoTRAK SLX CNC Safety, Programming, Op
CNCフライス盤のセットアップ方法 この質問「CNC フライス盤のセットアップ方法」に答える前に、考慮しなければならない要素がたくさんあります。 機械は縦型機械ですか、横型機械ですか? 機械には何軸ありますか? ツールタレットの容量は? パーツ (ワークピース) をどのように保持する予定ですか? また、 エッジ ファインダーの使い方 マシンの制御をナビゲートする方法 基本的な CNC 制御コマンドに関する知識 LEDエッジファインダー CNCフライス盤のセットアップ方法 CNC フライス盤のセットアップ手順はそれぞれ若干異なりますが、ここでは、CNC 機械工が 3 軸垂直
cnc プログラミングでの複数のファナック固定サイクルの使用を示すファナック プログラミングの例。この cnc 旋盤プログラミングの例では、次の固定サイクルが使用されます G71 荒削りサイクル G72 対面サイクル G70 フィニッシュ サイクル ボーリング オペレーション用ファナック G71 このプログラミング例は、G71 旋削サイクルを内面加工 (ボーリング加工) に使用する方法も示しています。そのため、コンポーネントの内側から余分なストックを除去したい場合は、Fanuc G71 ターニング サイクルを内部ストック除去にも使用できます。 ファナックのプログラミング例 ファナック
ハースミル Haas Mill についてどのくらい知っていますか。 Haas ミルの設定に関する一連の質問を以下に示します。これにより、Haas ミルを内部でどれだけ知っているかをテストできます。 Haas シリアル番号 Haas Control のシリアル番号は何ですか? また、Haas 設定のどこに記載されていますか? 答え: すべての Haas コントロールのシリアル番号は設定 26 に記載されています。マシンごとに異なるシリアル番号があり、変更することはできません。詳細情報 Haas 設定 26 シリアル番号 ページ:1 2 3 4 5 6 7 8 9
ブロック内の合計文字数(ブロック終了コードの直後から開始し、次のブロック終了コードで終了)が偶数か奇数かを確認する。
工作物から工具を後退させ、加工中に工具を交換したり (破損した場合)、加工の状態を確認したり、その後工具を再配置して加工を再開したりできます。
CNCマシン