

工業製造

ハイデンハイン TNC 640/530/410/426/430/320 用のハイデンハイン M コード (その他の機能) ハイデンハイン TNC 320 ハイデンハイン M コード M コード 説明 M0 プログラムの実行を停止します (主軸停止、クーラント OFF) M1 オプションプログラム STOP (主軸停止、クーラント OFF) M2 プログラムの実行を停止します (主軸停止、クーラント OFF、ブロック 1 に移動、ステータス表示をクリアします (機械パラメータによる)) M3 時計回りにスピンドルをオン M4 反時計回りにスピンドルをオン M5 主軸停止 M6

NUM CNC コントロール NUM 1000/1020/1040/1050/1060 T および G の完全なエラー コード リスト NUM 1060 CNC コントロール NUM 個の CNC 制御エラー その他のエラーとマシン エラー エラー番号 エラーの意味 1 不明な文字/軸がシステムによって認識されていません関数の後の桁数が多すぎます関数の後に記号を許可しない記号が存在します? によって通知される切り捨てられたブロックドリップフィードモードでCLOSE経由 2 不明な G 関数または G の後に必須の引数がありません 3 G コードの属性の位置が間違っています 4 オプ

4 日以上アイドル状態だったすべてのスピンドルは、6,000 RPM 以上で操作する前にサーマル サイクルを実行する必要があります。これにより、潤滑剤の沈降によるスピンドルの過熱を防ぐことができます。 この 20 分間のウォームアップ プログラムは、スピンドルの速度をゆっくり上げ、スピンドルを熱的に安定させます。このプログラムは、高速使用前のスピンドルのウォームアップに毎日使用することもできます。プログラム番号は O02020 (スピンドルウォームアップ) です。 スピンドル ウォームアップ プログラム O02020 (Spindle Warm-Up)S500 M3;G04 P200.;S1
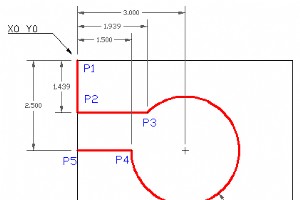
cnc フライス盤で円弧を切削する方法を示す図面付きの CNC プログラムのサンプル コード。G02 円弧補間 I &J を使用した時計回りが円弧加工に使用されます。 G2 円弧補間 CW G2 X... Y... I... J... パラメータ 説明 X x 軸の円弧の終点の座標。 Y y 軸の円弧の終点の座標。 私 X 軸の円弧の始点から円弧の中心点までの距離 J Y 軸の円弧の始点から円弧の中心点までの距離。 プログラム例 G2 I &J を使用した円弧のミーリング G0 X0 Y0 (P1)G1 X0 Y-1.493 F... (P2) X1.939 (P3) G2

Okuma CNC 旋盤で作業する CNC 機械工向けの完全な Okuma Lathe G および M コード リスト。 オークマCNC旋盤 OSP-P200L オークマ旋盤 G コード Gコード 説明 G00 ポジショニング G01 線形補間 G02 円補間 (CW) G03 循環補間 (CCW) G04 ドウェル G20 ホーム ポジション コマンド G21 ATC ホーム ポジション コマンド G22 トルクスキップコマンド G28 トルク制限コマンドキャンセル G29 トルク制限コマンド G30 サイクルをスキップ G31 固定ねじ切りサイクル:縦 G

Okuma CNC フライス盤で作業する CNC 機械工向けの完全な Okuma Mill G および M コード リスト。 大熊工場 OSP-P200M 大隈工場Gコード G コード 説明 G00 ポジショニング G01 線形補間 G02 円弧補間 – ヘリカルカット (CW) G03 円弧補間 – ヘリカルカット (CCW) G04 ドウェル G09 正確な停止 G10 G11のキャンセル G11 座標系の平行移動と回転移動 G14 軸名の指定 G15 ワーク座標系の選択(モーダル) G16 ワーク座標系の選択(ワンショット) G17 平面選択:XY G1

CNC 機械工向けの Fanuc 21i Model A アラーム コード。 Fanuc 21i モデル A アラーム コード ファナック 21i モデル A アラーム プログラム エラー (P/S アラーム) プログラム エラー /プログラムおよび操作に関するアラーム (P/S アラーム) 0 電源を切ってください 1 番目のパリティ アラーム 2 TV パリティ アラーム 3 桁が多すぎます 4 住所が見つかりません 5 アドレス後のデータなし 6 マイナス記号の不正使用 7 小数点の不正使用 9 不正なアドレス入力 不適切なG–コード10個 11 送り速度が指令されていません 1

CNC 機械工向けの Fanuc 21i アラーム コード。 ファナック 21iMB ファナック 21i アラーム プログラム エラー (P/S アラーム) プログラム エラー /プログラムおよび操作に関するアラーム (P/S アラーム) 0 電源を切ってください 1 番目のパリティ アラーム 2 TV パリティ アラーム 3 桁が多すぎます 4 住所が見つかりません 5 アドレス後のデータなし 6 マイナス記号の不正使用 7 小数点の不正使用 9 不正なアドレス入力 不適切なG–コード10個 11 送り速度が指令されていません 14 は G95 をコマンドできません (M シリーズ)

CNC 機械工向けのファナック 16i 18i アラーム コード。 これらのファナック アラーム コードは、次のファナック CNC コントロールに適用されます ファナック 16i/18i モデル A ファナック 16i/18i モデル B ファナック 16iL モデル A ファナック 16iP モデル A ファナック 16iP/18iP モデル B ファナック 18i-MB ファナック 16i 18i アラーム プログラム エラー (P/S アラーム) 0 電源を切ってください 1 番目のパリティ アラーム 2 TV パリティ アラーム 3 桁が多すぎます 4 住所が見つかりません
ワイヤー EDM マシン (放電加工) で作業する機械工向けの完全な CNC プログラミング例 CNC ワイヤーカットの紹介 放電加工とも呼ばれるワイヤ EDM 切断は、通電された細いワイヤを使用して金属を切断するプロセスです。ワイヤー EDM 切断では、ワイヤーからワークピースへの急速で制御された反復的な火花放電を使用して、金属を侵食します。ワークピースは導電性でなければなりません。 ワイヤー放電加工機 ワイヤ EDM 切断は、ぴったりとはまる部品の寸法精度を高くすることができます。このプロセスにより、内側の角がシャープになります。 ワイヤ EDM プログラミングの例 ワイヤー

さまざまな cnc ミル/旋盤機械制御用の G コードの完全なリスト。複数の cnc 制御の G コードが記事とプログラミング例で説明されています。 CNC ダミーの G コード CNC マシン G コード CNC マシンの G コードと M コード – CNC フライス盤と旋盤 ファナック G コード Fanuc および同様に設計された CNC コントロールで一般的に見られる G コードのリスト。完全な G コードの説明とリンクされた記事を含む G コードのリスト ファナック G コード リスト(ミル/旋盤) 完全な G コード リスト(旋盤) ファナック ミル/旋盤 G コ

CNC プラズマ切断コントローラで Quincunx を切断するための CNC プログラム例。このプログラム例は、G91 インクリメンタル プログラミングでプログラムされています。 CNC プラズマ切断機とは プラズマ切断 プラズマ切断は、プラズマトーチを使用して異なる厚さの鋼やその他の金属(または場合によっては他の材料)を切断するために使用されるプロセスです。このプロセスでは、不活性ガス (ユニットによっては圧縮空気) がノズルから高速で吹き出されます。同時に、ガスを介してノズルから切断面まで電気アークが形成され、ガスの一部がプラズマに変わります。プラズマは、切断中の金属を溶かすのに十分な

ファナック スピンドル アラーム コードとファナック スピンドル ドライブ障害。 ファナック AC スピンドル ドライブ モデル A06B-6052-H002 AC スピンドル ドライブの障害 A06B-6052-Hxxx のアラーム リスト 次のドライブのアラーム リスト: モデル 1 A06B-6052-H001 モデル 2 A06B-6052-H002 モデル 3 A06B-6052-H003 アラーム # LED ディスプレイ アラームの内容 8 4 2 1 1 o モーターの過熱 2 o 速度が指令速度から逸脱している 3 o o 回生

CNC 機械工向けの六角キーまたは六角レンチ アレン キー (六角レンチまたは六角キーまたはアレン レンチとも呼ばれます) は、六角形のくぼみのあるネジ頭に合う六角形の断面を持っています。 ページ:1 2 3 4 5 6 7 8 9 10 11 12
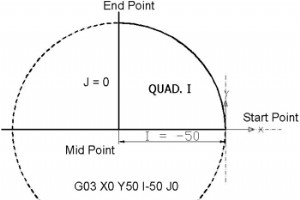
マルチシリーズ記事「円補間の概念とプログラミング」の第 3 部。この部では、CNC 機械工がどのように計算とプログラミングを行うことができるかを簡単に説明します。 I J と K を使用した円弧補間 G02 G03 . この記事の他の部分を読む 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプログラミング パート 5(例) 円弧補間の概念とプログラミング パート 6(使用と演習)
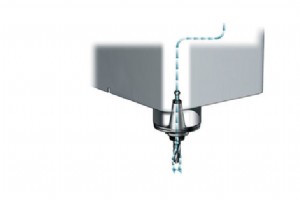
Haas M88 スルー スピンドル クーラント オン M88 コードはスルー スピンドル クーラント(TSC)オプションをオンにするために使用され、M89 はクーラントをオフにします。TSC システムを使用する前に、スルーホールを備えた適切な工具を配置する必要があります。適切なツールを使用しないと、スピンドル ヘッドがクーラントであふれ、保証が無効になります。 TSC をオンにして M04 (スピンドル リバース) コマンドを実行することはお勧めしません。 プログラム例 注:M88 コマンドは、スピンドル速度コマンドの前にある必要があります。 T1 M6; (TSC Coolant
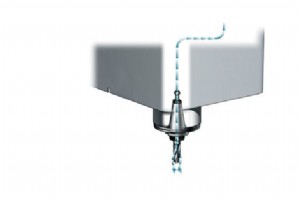
Haas M89 スルー スピンドル クーラント オフ M89 は、Through the Spindle Coolant (TSC) オプションをオフにするために使用されます。 M89 が呼び出されると、スピンドルが停止し、TSC ポンプが停止します。パラメーター 237 で指定された時間、パージをオンにしてから、パージをオフにします。 関連する Haas 設定 Haas 設定 32 クーラント オーバーライド この設定は、クーラント ポンプの動作を制御します。 「Normal」を選択すると、オペレータは手動または M コードでポンプのオンとオフを切り替えることができます。 「オ

Haas M95 スリープ モード スリープ モードは、基本的に長時間の滞在 (一時停止) です。オペレーターが到着したときにすぐに使用できるように、ユーザーがマシンのウォームアップを開始したい場合は、スリープ モードを使用できます。 プログラミング M95 コマンドの形式は次のとおりです。 M95 (hh:mm) M95 の直後のコメントには、マシンがスリープ状態になる時間と分を含める必要があります。 M95 の例 たとえば、現在の時刻が午後 6 時だったとします。ユーザーがマシンを翌日の午前 6 時 30 分までスリープさせたい場合は、次のコマンドを使用します。 M95 (12
Haas M109 インタラクティブ ユーザー入力 M109 M コードを使用すると、G コード プログラムで画面に短いプロンプト(メッセージ)を表示できます。 500 から 599 の範囲のマクロ変数は、P コードで指定する必要があります。プログラムは、ASCII 文字に相当する 10 進数と比較することで、キーボードから入力できる文字をチェックできます(G47、テキストの彫刻には、ASCII 文字のリストがあります)。 Haas 工作機械のすべてのオフセットをクリアする方法 M109 サンプル プログラム 次のサンプル プログラムは、ユーザーに「はい」または「いいえ」の質問をしてか

Haas M34 クーラント スピゴットの位置を下げる M34 クーラント スピゴット ポジション ダウン、インクリメント (+1) M34 現在のスピゴットの位置を 1 つ下にインクリメントします。スピゴットの位置をインクリメントすると、スピゴットがホーム ポジションから 1 つ下に移動します。ホームポジションはゼロに指定されています。 M34 クーラント増分 – M35 クーラント減分 M34 の例 M34 現在のホーム ポジションが 5 として指定され、M34 が実行された場合、現在のスピゴットの位置は 6 の位置に移動します。スピゴットのホーム ポジションは、スピゴットが達
CNCマシン





