工業製造

CNC でツールの禁止領域を設定し、ツールを減速して停止させ、ツールが禁止領域に進入しようとしている場合はアラームを発します。
「保存ストロークチェック」参照
ブロックで指定された動作が開始される前に実行されるストローク制限チェック。

物理的にCNC旋盤機は、CNCコントロールパネルを装備したシンプルな旋盤機です。内部的には、CNC 制御によって制御される CNC 旋盤のすべての機能。 あなたは好きかもしれませんワークショップの初心者のための CNC 機械工の視点 CNC 旋盤の主要部品 cnc 旋盤機械主要部品紹介 1 – ヘッドストック CNC旋盤のヘッドストックには、主軸を駆動するCNC旋盤のメインモーターがあります。この主軸にチャックが搭載されています。 CNC旋盤ヘッドストック こちらは別のCNC旋盤です。主軸台カバーが取り外されているので、メインドライブ(メインモーター)、ギアが見えます。歯車は c
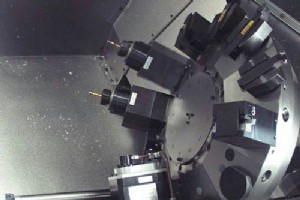
CNC旋盤の機械部品は、写真付きで非常に簡単に説明されていますCNC旋盤の紹介、主要部品とその機能 それでは、CNC 旋盤機械部品について学んだことをテストする時が来ました。始めましょう CNC 旋盤機械の部品を特定する – 1 下の写真に写っている CNC 旋盤機械の部品を特定できますか? 答え: これは CNC 旋盤のツール タレットです。 CNC 工具は機械加工操作のために CNC 旋盤タレットに取り付けられます。工具は最初にパート プログラム コマンドで (切削位置で) 割り出され、次にその工具で切削が開始されます。 CNC 旋盤機械部品の識別 – 2 この部分の c
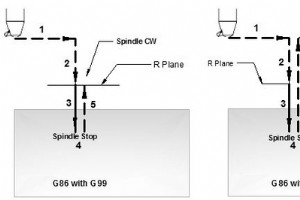
穴あけには G86 ボーリング サイクルが使用されます。 構文 G86 X... Y... Z... R... F... K... パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。 Z 深さ、R 平面から Z 深さへのタッピング R R 平面の位置。 K サイクルの繰り返し回数 (必要な場合) . F 送り速度。 プログラムで指定されると、G80 がこのサイクルを終了するためにプログラムで指定されるまで、軸の移動ごとに G86 ボーリング サイクルが繰り返されます。 使い方 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M0
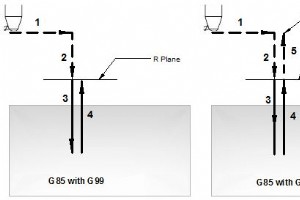
穴あけには G85 ボーリング サイクルが使用されます。 構文 G85 X... Y... Z... R... F... K... パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。 Z 深さ、R 平面から Z 深さへのタッピング R R 平面の位置。 K サイクルの繰り返し回数 (必要な場合) . F 送り速度。 プログラムで指定されると、G80 がこのサイクルを終了するためにプログラムで指定されるまで、軸の移動ごとに G85 ボーリング サイクルが繰り返されます。 使い方 N150 M6 T2N160 G90 G00 X60 Y28 Z12 S100 M0
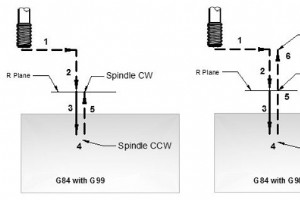
G84 タッピング サイクルはタッピング操作を実行します。タッピングは、スピンドルを時計回りに回転させることによって行われます。穴の底に達すると、スピンドルは逆方向に回転して後退します。この操作全体でスレッドが作成されます。 構文 G84 X... Y... Z... R... P... F... K... パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。 Z 深さ、R 平面から Z 深さへのタッピング R R 平面の位置。 P 滞在時間。 K サイクルの繰り返し回数 (必要な場合) . F 送り速度。 プログラムで与えられると、G80 がタッピング サイ
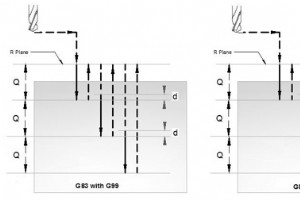
G83 ペック掘削サイクルは、複数のペックで掘削作業を実行します。この技術により、深穴掘削が簡単かつ経済的になります。 切りくずを排出しながら穴底まで断続的に切削送りを行います。 穴の底まで小刻みに送りながら穴あけを行うため、規定の深さになるごとにドリルが後退し、ドリルが次のペックをするたびに、この作業をドリルの深さに達するまで何度も繰り返します。 . 構文 G83 X... Y... Z... R... Q... F... K... パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。 Z 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 R R 平面
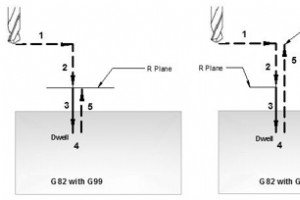
G82 穴あけサイクルは、G82 ざぐりサイクルとも呼ばれます。 G82 は通常の掘削サイクルですが、唯一の違いは、穴の底で指定された時間滞留し、通常は正確な深さの掘削に使用されることです。 構文 G82 X... Y... Z... R... P... F... K... パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。 Z 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 R R 平面の位置。 P 穴の底に住む K サイクルの繰り返し回数 (必要な場合) . F 送り速度。 使い方 N30 G82 X10 Y30 Z-17 R2 P10
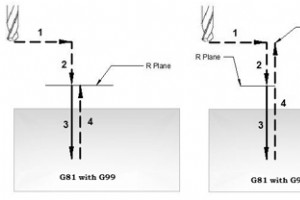
G81 穴あけサイクルは、単純な穴あけ/スポット穴あけ操作に使用されます。 構文 G81 X... Y... Z... R... K... F... パラメータ 説明 X x 軸の穴の位置。 Y y 軸の穴の位置。 Z 深さ、工具は R 平面から始まる Z 深さまで送りで移動します。 R R 平面の位置。 K サイクルの繰り返し回数 (必要な場合) . F 送り速度。 G81 穴あけサイクルが定義されると、固定サイクルがシーケンシャル ブロックのすべての X-Y 位置で繰り返されます。したがって、G81 掘削サイクルは G80 でキャンセルする必要があります。 使い方 N3
M コードは、cnc 機械工/プログラマーがチャック、テールストック、クイル、クーラントなどの cnc マシンハードウェアを制御するのに役立つ cnc プログラム命令です。 Fanuc cnc 制御を備えた cnc 旋盤/ミルで主に使用される M コードを以下に示します。 ファナック M コード リスト (旋盤) Mコード 説明 M00 プログラム停止 M01 オプションのプログラム停止 M02 番組終了 M03 主軸始動正転 CW M04 主軸始動逆 CCW M05 主軸停止 M08 クーラントオン M09 クーラントオフ M29 リジッド タップ モード M30 プログ
CNC マシンは、パート プログラムで指定されたコマンドまたは命令 (G コード / M コード) に従って動作します。以下は、CNC 機械工が CNC プログラミングを理解するために必要なファナック CNC 制御用の G コードです。 ファナック G コード リスト (旋盤) Gコード 説明 G00 早送り G01 線形補間 G02 円弧補間 CW G03 円弧補間 CCW G04 ドウェル G09 正確な停止 G10 プログラム可能なデータ入力 G20 インチで入力 G21 mmで入力 G22 ストアドストロークチェック機能オン G23 ストアドストロークチェック
G04 ドウェル G コードは、指定された時間 (秒またはミリ秒) の間現在の操作を停止/遅延させますが、このプロセス全体の間、CNC マシンの軸の動きのみが停止し、スピンドルは回転し続けます。 構文 G04 P... または G04 X... または G04 U... パラメータ 説明 P ミリ秒 (msec) で滞留 X 滞留秒数 (sec) う 滞留秒数 (sec) G コード データ Gコード グループ モーダル/非モーダル G04 00 非モーダル 使い方 G04 P1000 (wait for 1 second) 上記のパート プログラム命令は、現在の C
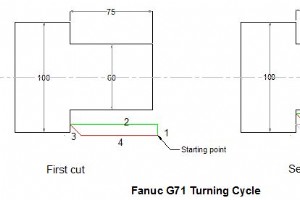
ファナック G71 ターニング サイクル G71 ターニング サイクルは、CNC 旋盤部品からの粗い材料の除去に使用されます。 G71旋削サイクルで大径切削が容易に。切断は単純な直線で行うことも、複雑な輪郭も非常に簡単に機械加工することができます。CNC 機械工が制御できる G71 ターニング サイクル パラメータを通じて 切込みの深さ 高さを下げる x 軸と z 軸の仕上げ代 切削送り、主軸速度のサイクル プログラミング G71 U... R...G71 P... Q... U... W... F... S... パラメータ 最初のブロック パラメータ 説明 う 切込み。 R
CNC マシンの G コードと M コードの完全なリスト。 この G コードと M コードのリストは、プログラミング中または cnc 機械プログラミングの学習中に参照として使用できます。 世界中の cnc 工作機械工場で使用されているほぼすべての cnc 制御に共通する G および M コードの完全なリスト。 CNC ミリング G コード リスト Gコード 説明 G00 早送り G01 線形補間 G02 円弧補間 CW G03 円弧補間 CCW G04 ドウェル G17 XY 平面の選択 G18 Z X 平面の選択 G19 Y Z 平面の選択 G28 基準位置に戻る
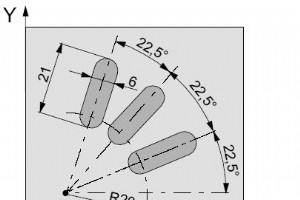
サブプログラムでファナック G68 座標回転 g コードを使用して、その機能を最大限に活用する方法を示す CNC プログラムのサンプル コード。 G68 座標回転の例 メインプログラム N5 G54N10 G43 T10 H10 M6N15 S2000 M3 F300M98 P030100 ; Subprogram callN25 G0 Z50N30 M30 サブプログラム O0100N10 G91 G68 X10 Y10 R22.5N15 G90 X30 Y10 Z5N20 G1 Z-2N25 X45N30 G0 Z5N35 M17

CNC ミルで作業する CNC 機械工向けの完全な Bridgeport G コード リスト。 ブリッジポート CNC フライス盤 ブリッジポート ミル G コード Gコード 説明 G00 早送り (プログラムされた送り速度はレジスタに残ります) G01 線形補間 (線形パスでフィード) G02 円弧補間 CW。アーク G03 円弧補間 CCW。アーク G04 ドウェル G08 モーダル減速オーバーライド オフ G09 モーダル減速オーバーライド オン G12 ヘリカル補間 CW G13 ヘリカル補間 CCW G17 X Y 平面の選択 G18 ZX プレーンの選
CNC マシンの紹介 CNC 機械と CNC 機械の主要部品の紹介。すべての CNC 機械部品が非常に簡単に説明されています。CNC 機械部品の数を正しく識別できるかをテストする演習もあります。 CNC とは CNC 旋盤の主要部品 CNC 旋盤部品の特定 CNC マシンの操作モードとコントロール すべての CNC マシンにはいくつかの作業モードがあります。CNC マシンのオペレータが CNC マシンのパート プログラムを実行したい場合は、自動モードを選択する必要があります。オペレータが軸を手動で動かしたい場合は、ジョグ モードを選択する必要があります。 CNC マシンには複数のモード

DIN/ISO 機能の概要 ハイデンハイン TNC 640/530/410/426/430/320 G 機能。 ハイデンハイン TNC 640 CNC ハイデンハイン ISO G コード ツールの動き Gコード 説明 G00 直線補間、デカルト座標、早送り G01 直線補間、デカルト座標 G02 円弧補間、デカルト座標、時計回り G03 円弧補間、デカルト座標、反時計回り G05 円弧補間、デカルト座標、方向の指示なし G06 円弧補間、デカルト座標、接線の輪郭アプローチ G07 近軸位置決めブロック G10 直線補間、極座標、早送り G11 直線補間、極座標 G12
CNCマシン