工業製造

Yasnac MX1 アラーム コードの完全なリスト。 ヤスナック MX1 CNC コントロール Yasnac MX1 アラーム コード 0 電源オフ 1 ZR アンレディ (X) 2 ZR アンレディ (Y) 3 ZR アンレディ (Z) 4 ZR アンレディ (4) 5 ZR アンレディ (5) 10番目のエラー 11 テレビ エラー 12 オーバーフロー (128CH) 13 PROG エラー (アドレスなし) 14 PROG ERROR ( -, 0 ) 15 PROG エラー (使用できない CH) 16 PROG エラー (使用できない軸) 17 PROG エラー (8 桁)

Yasnac MX2 アラーム コードの完全なリスト。 ヤスナック MX2 CNC コントロール Yasnac MX2 アラーム コード 0 電源オフ 1 ZR アンレディ (X) 2 ZR アンレディ (Y) 3 ZR アンレディ (Z) 4 ZR アンレディ (4) 5 ZR アンレディ (5) 10番目のエラー 11 テレビ エラー 12 オーバーフロー (128 チャンネル) 13 PROG エラー (アドレスなし) 14 PROG エラー (「-」「0」) 15 PROG エラー (使用できない CH) 16 PROG エラー (使用できない軸) 17 PROG エラー (8

Yasnac MX3 アラーム コードの完全なリスト。 Yasnac MX3 CNC コントロール Yasnac MX3 アラーム コード 1 ZR アンレディ (X) 2 ZR アンレディ (Y) 3 ZR アンレディ (Z) 4 ZR アンレディ (4) 5 ZR アンレディ (5) 10番目のエラー 11 テレビ エラー 12 オーバーフロー (128 チャンネル) 13 PROG エラー (アドレスなし) 14 PROG ERROR (“-,””0”) 15 PROG エラー (使用できない CH) 16 PROG エラー (使用できない軸) 17 PROG エラー (8 桁)
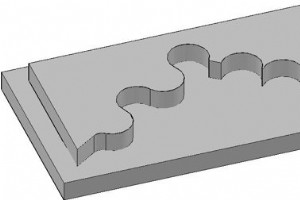
シーメンス Sinumerik 810 プログラミング例は、CNC 機械工がコーナー半径を加工する方法を示しています。 Sinumerik 810 CNC 制御は、半径に U+ を使用します (以下の例を参照)。Sinumerik 810 CNC 制御は、面取りに U- を使用します。U は、U5 のような正の数値でなければなりません。これは半径 5 を描画します。 Sinumerik 810 のツール オフセット設定については、Sinumerik コントロールを使用した Hermle UWF 851 CNC ミルのワーク オフセット設定を参照してください この cnc プログラミング

802C はローエンドの Siemens Sinumerik コントロールです。 3 軸と主軸 サーボへのインターフェースはアナログです。 ファイル転送用 RS232C 中国は OEM 市場とユーザー コミュニティのターゲットです。 シーメンス Sinumerik 802C Sinumerik 802C / 802S /802D マニュアル CNC 機械工は、Siemens の Web サイトから Siemens Sinumerik 802C/802S/802D プログラミング操作マニュアルを自由にダウンロードできます。 Sinumerik 802C/802S/802D マニュアル

Siemens Sinumerik 802C と同じですが、ステッパー ドライブへのインターフェイスを備えています シーメンス Sinumerik 802S Sinumerik 802C / 802S /802D マニュアル CNC 機械工は、Siemens の Web サイト、Sinumerik 802C/802S/802D マニュアル から Siemens Sinumerik 802C/802S/802D プログラミング操作マニュアルを自由にダウンロードできます。
DIN は「Deutsches Institut für Normung」の略で、「ドイツの標準化機関」を意味します。 CNC関連のDIN規格 DIN 66025-1 機械の数値制御、フォーマット。一般要件 DIN 66025-2 産業オートメーション。機械の数値制御;フォーマット、準備、その他の機能 Din 66025 NC プログラミング コード RS-274-D – EIA によって標準化された G コード コンピュータ数値制御言語のバージョン。またはRS-274D は、電子工業会によって開発された数値制御機械の標準です ISO (DIN 66025) および RS274 に

Yaskawa Yasnac 3000G アラーム コードの完全なリスト。 安川ヤスナック3000G Yasnac 3000G アラーム コード 11 パネル内の過度の温度上昇 12 テープ/メモリの水平パリティ エラー 13 テープ垂直パリティ エラー 14 フォーマット エラー 15 データ エラー 16 オフセット エラー 17 パラメータ エラー 18 テープ メモリ エラー 21 オーバートラベル 22 リファレンス ゼロ リターン エリア エラー 23 参照ゼロ復帰未完了 24 基準ゼロ復帰位置エラー 25 シーケンス エラー 26 スピンドル エラー 27 位置決めエラー
シーメンス Sinumerik 810 cnc ミル プログラミング例。CNC 機械工が半径と面取りを機械加工/プログラミングする方法を示します。 Sinumerik 810 半径/面取りプログラミング U+ 値は半径プログラミングに使用されます。U- 値は面取りプログラミングに使用されます。 Sinumerik 810 半径/面取りのプログラミング例 Sinumerik 810 CNC ミル半径面取りプログラム N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5N25 G
リセット キーを押すと、パート プログラムの実行が停止し、プログラムの実行がプログラムの先頭に戻ります。NC スタート キーを押さない限り、プログラムは再開されません。
シーメンス シヌメリク REPOSition は再配置の略です。 REPOSition は、数値制御の操作モードです。ツールが破損した場合、または何らかの理由でオペレーターがプログラムの実行を中断してジョブを輪郭から外さなければならない場合、ツールを REPOSition モードで輪郭に戻すことができます。これに続いて、モードを自動に変更して加工を再開できます。
シーメンス シヌメリク サブルーチン マーカーの終了。 M17、M02、M30 とは異なり、RET ではリターンのターゲットを指定できます。
FANUC Fuji Automatic Numerical Control の略称 . 関連: Fanuc CNC 制御のフライス加工、旋削加工、研削加工の名前の付け方Fanuc プログラミングを学ぶ

Yaskawa Yasnac LX1 アラーム コードの完全なリスト。 Yasnac LX1 CNC コントロール Yasnac LX1 アラーム コード 1 ZR アンレディ (X) 2 ZR アンレディ (Z) 5 リセット未完了 (編集後) 10番目のエラー 11 テレビ エラー 12 オーバーフロー (128 チャンネル) 13 PROG エラー (アドレスなし) 14 PROG ERROR ( -, .) 15 PROG エラー (使用できない CH) 17 PROG エラー (8 桁) 20 プログラム エラー (G) 21 PROG エラー (G) 24 PROG エラ

Yaskawa Yasnac LX2 アラーム コードの完全なリスト。 Yasnac LX2 CNC コントロール Yasnac LX2 アラーム コード 1 ZR アンレディ (X) 2 ZR アンレディ (Z) 5 リセット未完了 (編集後) 10番目のエラー 11 テレビ エラー 12 オーバーフロー (128 チャンネル) 13 PROG エラー (アドレスなし) 14 PROG ERROR ( – , . ) 15 PROG エラー (使用できない CH) 17 PROG エラー (8 桁) 20 プログラム エラー (G) 21 PROG エラー (G) 24 PROG エ

Yaskawa Yasnac LX3 アラーム コードの完全なリスト。 Yasnac LX3 CNC コントロール Yasnac LX3 アラーム コード 1 ZR アンレディ (X) 2 ZR アンレディ (Z) 5 リセット未完了 (編集後) 10番目のエラー 11 テレビ エラー 12 オーバーフロー (128 チャンネル) 13 PROG エラー (アドレスなし) 14 PROG ERROR (“-,””.”) 15 PROG エラー (使用できない CH) 17 PROG エラー (8 桁) 20 プログラム エラー (G) 21 PROG エラー (G) 24 PROG エラ
これは、CNC 機械工/プログラマーが円弧補間の概念とプログラミング方法を説明するための一連の記事です。CNC 機械加工ワークショップのすべてのコンポーネントには、ある種の円弧、半径、円があることは間違いありません。これらの円弧、半径、円をプログラムする方法を学び、円と円弧補間の基本概念、基礎を学ぶ必要があります。 この記事の他の部分を読む 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の

ファナック 21 アラーム コードの完全なリスト。 (ファナック 21 モデル B) ファナック シリーズ 21-T CNC コントロール ファナック 21 アラーム コード 0 電源を切ってください 1 番目のパリティ アラーム 2 TV パリティ アラーム 3 桁が多すぎます 4 住所が見つかりません 5 アドレス後のデータなし 6 マイナス記号の不正使用 7 小数点の不正使用 9 不正なアドレス入力 不適切なG–コード10個 11 送り速度が指令されていません 14 は G95 をコマンドできません (M シリーズ) 14 違法リード コマンド (T シリーズ) コマンドが多すぎる
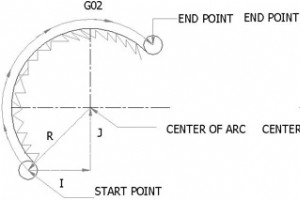
円弧補間の概念とプログラミング シリーズの第 2 部であるこの記事では、CNC マシンで円弧補間をプログラム/機械加工するために必要な情報と、CNC 機械工が R (半径) を使用して円弧補間をプログラムする方法について説明します。 この記事の他の部分を読む 円弧補間の概念とプログラミング パート 1(概念) 円補間の概念とプログラミング パート 2(R の使用) 円弧補間の概念とプログラミング パート 3(I J K の使用) 円補間の概念とプログラミング パート 4 (Unknown R) 円弧補間の概念とプログラミング パート 5(例) 円弧補間の概念とプログラミング パート 6(

NCスタートと同じ。 CYCLE START は、選択したプログラムの実行を開始するために使用されます。 MDI バッファで NC ブロックの実行を開始するために使用されます。 下部の緑色のボタンをご覧ください。 SIEMENS SINUMERIK 808D コントローラ
CNCマシン