工業製造

NUM cnc 制御を使用して cnc ミルで作業する cnc 機械工向けの NUM 1020/1040/1060M G コード。 NUM 1020/1040/1060M G コード Gコード 説明 G00 高速直線補間 G01 プログラムされた送り速度での直線補間 G02 プログラムされた送り速度での時計回りの円弧補間 G03 プログラムされた送り速度での反時計回りの円弧補間 G04 プログラム可能なドウェル G06 スプライン曲線実行コマンド G09 次のブロックに進む前にブロックの終わりで正確に停止 G10 中断可能なブロック G12 ハンドルによる過速度 G16

NUM 1020/1040/1060M cnc m コードは、NUM cnc 制御を使用して cnc ミルで作業する cnc 機械工用です。 NUM 1020/1040/1060M M コード M-Code 説明 M00 番組終了 M01 オプションの停留所 M02 プログラム終了 M03 時計回りのスピンドル回転 M04 反時計回りのスピンドル回転 M05 主軸停止 M06 工具交換 M07 クーラント 2 オン M08 クーラント 1 オン M09 クーラントオフ M10 クランプ M11 アンクランプ M12 プログラムされた送り停止 M19 スピンドルイ

Okuma OSP-P300S/P300L Alarm-P リスト。Okuma cnc 制御を使用して cnc マシンで作業する cnc 機械工向け。 Okuma アラームの分類 OSP に関連するアラームは、次の 5 つのタイプに分類されます。 アラーム P (以下にリスト) アラーム A アラーム B アラームC アラームD エラー 以下は、Okuma OSP-P300S/P300L CNC システム用の Okuma P タイプ アラームのリストです。 オークマアラームP一覧 0700 NC 起動エラー 0701 P100-メニューの初期化失敗 0702 起動時の電源障害 0

Okuma OSP-P300S/P300L アラーム-A リスト。Okuma cnc 制御を使用して cnc マシンで作業する cnc 機械工向け。 Okuma アラームの分類 OSP に関連するアラームは、次の 5 つのタイプに分類されます。 アラームP アラーム A(以下にリスト) アラーム B アラームC アラームD エラー 以下は、Okuma OSP-P300S/P300L CNC システム用の Okuma A タイプ アラームのリストです。 大隈アラームA一覧 1071 メモリ ボードのバッテリが消耗しています。すぐに交換してください! 1089 PLC アラーム番号が

NUM 1020/1040/1060T NUM 1020/1040/1060T CNC コントロールを備えた CNC 旋盤で作業する CNC 機械工向けの NUM 1020/1040/1060T M コード リスト。 NUM 1020/1040/1060M M コード M-Code 説明 M00 番組終了 M01 オプションの停留所 M02 プログラム終了 M03 時計回りのスピンドル回転 M04 反時計回りのスピンドル回転 M05 主軸停止 M06 工具交換 M07 クーラント 2 オン M08 クーラント 1 オン M09 クーラントオフ M10 クランプ M1

Bosch CC 100 M CNC 制御 G コードと、BOSCH CC 100 CNC 制御を使用して CNC ミルで作業する CNC 機械工向けの M コードの完全なリスト。 G コード ボッシュ CC 100 M Gコード 説明 G0 迅速なポジショニング G1 プログラムされた送り速度での直線補間 G3 円補間、時計回り G3 円弧補間、反時計回り G4 秒単位で待機 G5 接線エントリによる円形補間 G6 拡張されたIN POS範囲による迅速な線形補間 G17 平面選択 X/Y G18 平面選択 Z/X G19 平面選択 Y/Z G20 極座標の極の設定

BOSCH cnc 制御を使用して cnc 旋盤/フライス盤で作業する CNC 機械工は、Boschrexroth の Web サイトから Bosch cnc 制御マニュアルを自由にダウンロードできます。 Bosch CNC コントロール マニュアル 次の Bosch コントロールのマニュアルが利用可能です。 ボッシュ CC 220 ボッシュ CC 120 ボッシュ CC 100 (CC 100 M) ボッシュ CC 10 多言語マニュアル Bosch CC 220 / 120 / 100 のマニュアルは、次のような複数の言語で利用できます。 英語 フランス語 ドイツ語 イタリア
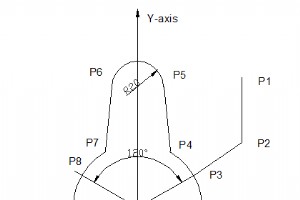
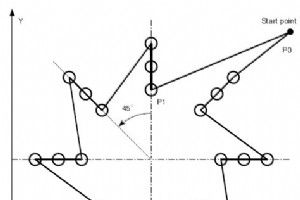
ファナック G72.1 回転コピー G72.1 回転コピー G コードを使用すると、サブプログラムで指定された図形を 回転 で繰り返し作成できます プログラミング G72.1 P... L... X... Y... R... パラメータ パラメータ 説明 P サブプログラム番号 L 操作を繰り返す回数 X X 軸上の回転の中心 Y Y軸の回転中心 R 角度変位 (正の値は反時計回りの角度変位を示します。増分値を指定します。) G コード データ モーダル/非モーダル Gコードグループ 非モーダル 00 プログラミングに関する注意事項 メモ G72.1 ブロックで
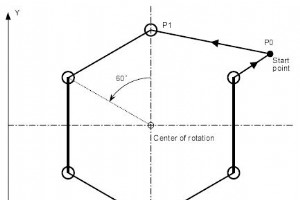
Fanuc G72.1 回転コピー プログラミングの例。G72.1 G コードを使用して、回転運動を伴う図形を繰り返し生成します。 ファナック G72.1 回転コピー G72.1 回転コピー G コードを使用すると、サブプログラムで指定された図形を回転移動で繰り返し作成できます。続きを読む Fanuc G72.1 回転コピー (図形コピー機能 CNC ミル) ファナック G81 掘削サイクル G81 ドリル サイクルは、単純なドリル/スポット ドリル操作に使用されます。プログラムの例を含む完全な記事を読む Fanuc G81 ドリル サイクル ファナック G72.1 プログラムの例 メイ
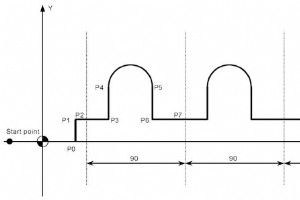
ファナック G72.2 リニア コピー G72.2 Linear Copy G コードを使用すると、サブプログラムで指定された図形を Linear で繰り返し作成できます プログラミング G72.2 P... L... I... J... パラメータ パラメータ 説明 P サブプログラム番号 L 操作を繰り返す回数 私 X 軸に沿ったシフト J Y 軸に沿ってシフト G コード データ モーダル/非モーダル Gコードグループ 非モーダル 00 プログラミングに関する注意事項 メモ G72.2 ブロックでは、P、L、I、J 以外のアドレスは無視されます。 P、I、お
この CNC プログラムの例は、G72.1 と G72.2 の両方の図形コピー関数が 1 つのパート プログラムでどのように相互に呼び出されるかを示しています。以下のプログラミング ノートを注意深くお読みください。 プログラミング ファナック G72.1 回転コピー G72.1 回転コピー G コードを使用すると、サブプログラムで指定された図形を 回転移動 で繰り返し作成できます .プログラム例で G72.1 定義を読む Fanuc G72.1 回転コピー (フィギュア コピー機能 CNC ミル) ファナック G72.2 リニア コピー G72.2 リニア コピー G コードを使用すると、

Okuma OSP-P300S/P300L アラーム B リスト。Okuma cnc 制御を使用して cnc マシンで作業する cnc 機械工向け。 Okuma アラームの分類 OSP に関連するアラームは、次の 5 つのタイプに分類されます。 アラームP アラーム A アラーム B(以下に記載) アラームC アラームD エラー 以下は、Okuma OSP-P300S/P300L CNC システム用の Okuma B タイプ アラームのリストです。 オークマアラームB一覧 2049 PLC 軸ストローク エンド オーバー 2050 PLC 軸コマンド 2051 PLC 軸の連続位

Haas M00停止プログラム M00 コードは、プログラムを停止するために使用されます。 Haas M00 が停止します 軸 スピンドル クーラントをオフにします (スルー スピンドル クーラントを含む) プログラム エディターで表示すると、次のブロック (M00 の後のブロック) が強調表示されます。 Cycle Start を押すと、強調表示されたブロックからプログラム操作が続行されます。 M コード データ モーダル/非モーダル ミル/旋盤 モーダル 両方 プログラミング M00 プログラミング例 %O10023 ;T2 M06 (5/8 DIA. 2 FL

Haas M01 オプション プログラム停止 M01 は M00 と同じように機能しますが、オプションの停止機能がオンになっている必要があります。 M コード データ モーダル/非モーダル ミル/旋盤 モーダル 両方 プログラミング M00 Haas M00 ワーキング ビデオ 関連設定 17 – オプトストップロックアウト 39 – M00、M01、M02、M30 でビープ音を鳴らす
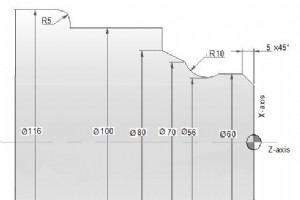
CNC ターニング センター/CNC 旋盤機械で作業する CNC 機械工向けの、CNC ターニング センター/CNC 旋盤プログラミングの例を理解するのは簡単です。 CNC ターニング センターのプログラミング例 N10 T03 D03 M06N20 G97 S900 M04N30 G00 G42 X40 Z5N40 G92 S3500N50 G96 S250N60 G01 X60 Z-5 F0.1N70 Z-15N80 X56 Z-20N90 G02 X70 Z-30 R10N100 G01 X80 Z-40N110 X100N120 Z-80N130 X106N140 G03 X11

CNC機械工/プログラマー向けのDoosan MXシリーズMコードリスト。上部ユニットと下部ユニットの両方に M コードが与えられます。 斗山 MX シリーズ CNC この M コードのリストは、次の CNC マシンで機能します。Doosan PUMA シリーズ MX2000、MX2000L/T/LT/S/LS/LST MX2500、MX2500L/T/LT/S/LS/LST MX3000、MX3000S 斗山 MX シリーズ M コード リスト M-Code アッパーユニット 下位ユニット M00 プログラム停止 プログラム停止 M01 オプションのプログラム停止 オプションの
CNC機械工/プログラマー向けのDoosan TTシリーズMコードリスト。上部ユニットと下部ユニットの両方に M コードが与えられます。 斗山 TT シリーズ CNC この M コードのリストは、次の CNC マシンで機能します。Doosan PUMA シリーズ TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY 斗山 TT シリーズ M コード リスト M-Code アッパーユニット 下位ユニット M00 U-プログラム停止 L-プログラム停止 M01 U-OPTIONAL STOP L-OPTIONAL STOP M02 U-プログラム

斗山 MX シリーズ cnc マシニング センター/cnc 旋盤のアラーム リスト。 斗山 MX シリーズ CNC アラームは、次の CNC マシンで機能します。Doosan PUMA シリーズ MX2000、MX2000L/T/LT/S/LS/LST MX2500、MX2500L/T/LT/S/LS/LST MX3000、MX3000S Doosan MX シリーズ アラーム リスト アラーム番号 メッセージ 2001 緊急ボタンが押されているか、軸のオーバートラベルが検出されたかどうかにかかわらず、緊急ボタンを放し、オーバートラベルチェックのためにスイッチを制限してください。

斗山 TT シリーズ cnc マシニング センター/cnc 旋盤のアラーム リスト。 斗山 TT シリーズ CNC アラームは次の CNC マシンで動作します。Doosan PUMA シリーズ TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Doosan TT シリーズ アラーム リスト アラーム メッセージ 2001 緊急ボタンが押されているか、軸のオーバートラベルが検出されたかどうかにかかわらず、緊急ボタンを放し、オーバートラベルチェックのためにスイッチを制限してください。 2002 左スピンドル モーターとサーボ ユニットのアラーム
工具の摩耗を補正するために使用される工具オフセット値の一部。
CNCマシン