

工業製造

サイクルスタートと同じ。 NC Start は、選択したプログラムの実行を開始するために使用されます。 MDI バッファで NC ブロックの実行を開始するために使用されます。 下部の緑色のボタンをご覧ください。 SIEMENS SINUMERIK 808D コントローラ

適切なサイズの六角レンチを使用 ネジを開けるには常に適切なサイズの六角レンチを使用してください。そうしないと、ネジの頭が損傷する可能性があり、その場合、損傷した頭のネジを開くために余分な時間と労力を費やす必要があります。

Fanuc TC でのプログラム編集後のリセット CNC 機械工は、CNC パート プログラムを変更する場合に備えて、FANUC TC CNC 制御 (Gildemeister NEF 560 など) を備えた CNC 機械で CYCLE START を押す前に、必ず RESET ボタンを押すことを忘れないでください。

ミルトロニクス センチュリオン 7 Milltronics Centurion 7 準備機能 (G コード) の完全なリスト。 Milltronics Centurion 7 Preparatory Functions (G コード) は、CNC オペレータが Centurion 6/7 をテキスト モードまたは MDI モードでプログラミングしている場合に使用されます。センチュリオンの会話型プログラムからも生成されます。 テキスト モードのプログラミングを使用する予定がある場合は、これらのセンチュリオン コードに細心の注意を払ってください。 ミルトロニクスセンチュリオン7 Mill

Milltronics CNC 制御を備えた CNC 旋盤で作業する CNC 機械工向けの Milltronics G コード。 Milltronics Centurion 7 CNC 制御 Milltronics Centurion 7 G コード リスト ミルトロニクス CNC コントロール 旋盤用 Milltronics G コード Gコード 機能 G00 迅速なポジショニング G01 線形補間 G02 循環/ヘリカル補間 CW G03 円形/ヘリカル補間 CWW G04 ドウェル G09 正確な停止 G10 データをオンに設定 G11 データをオフに設定 G

Milltronics CNC Control を使用して CNC 旋盤で作業する CNC 機械工向けの完全な Milltronics M コード リスト。 旋盤用 Milltronics M コード 旋盤用 Milltronics M コード M コード 機能 M00 プログラム停止 M01 オプショナルストップ M02 プログラム終了 M30 プログラム終了 / スピンオフ M03 時計回りのスピンドル M04 反時計回りのスピンドル M05 スピンオフ M06 工具交換 M08 フラッド クーラント オン M09 クーラントオフ M31 緊急停止 M32 待機

Milltronics CNC コントロールを使用して CNC Mill で作業する CNC 機械工向けの完全な Milltronics G コード リスト。 好きかもしれません 旋盤用 Milltronics G コード 旋盤用 Milltronics M コード Milltronics Centurion 7 G コード リスト マシニングセンター用Milltronics Gコード マシニング センター用 Milltronics G コード リスト G コード 機能 G00 迅速なポジショニング G01 リニアフィード G02 循環/ヘリカル補間 CW G03 円形/ヘリ

ミルトロニクス マシニング センター用の完全なミルトロニクス M コード。 Milltronics Lathe M Code については、Milltronics M Codes for Lathes をお読みください マシニングセンタ用Milltronics Mコード マシニング センター用 Milltronics M コード M コード 機能 M00 プログラム停止 M01 オプショナルストップ M02 プログラム終了 M30 プログラム終了 / スピンオフ M03 スピンドルオン CW M04 反時計回りのスピンドル M05 スピンオフ M06 工具交換 M07 ミ
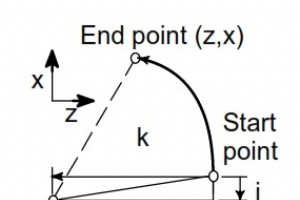
ファナック循環補間 Fanuc 円弧補間コマンド (G02、G03 G コード) は、ツールを円弧に沿って移動するために使用されます。G02 – 時計回りの円弧補間。G03 – 反時計回りの円弧補間。 円弧補間のプログラミング方法 Fanuc 制御の CNC 旋盤では、時計回りの円弧補間 (Arc) を次の方法でプログラムできます。 N10 G02 X Z RorN10 G02 X Z I K 説明 N10 G02 X Z R X – X 軸の円弧終点Z – Z 軸の円弧終点R – 円弧半径 N10 G02 X Z I K X- X 軸のアーク終点。Z – Z 軸のアーク終点。I –

三菱 CNC 制御 (MITSUBISHI CNC 700/70 シリーズ) を搭載した CNC マシンで作業する CNC 機械工は、三菱 CNC 制御のマニュアルを自由にダウンロードできます。 三菱 M70 シリーズ CNC コントロール 三菱 CNC マニュアル Mitsubishi Web サイトから Mitsubishi CNC マニュアルをダウンロードします。 三菱 CNC マニュアルのダウンロード 英語版 M700 M70 取扱説明書 (9 MB) M700 M70 プログラミング マニュアル (旋盤用) (5.8 MB) M700 M70 プログラミング マニュアル

Mitsubishi CNC コントロール (700/70 シリーズ) を搭載した CNC マシニング センターで作業する CNC 機械工向けの完全な Mitsubishi CNC G コード リスト。 三菱 CNC マニュアル CNC 機械工は、三菱 CNC 700/70 シリーズ プログラミング マニュアル (マシニング センター システム)三菱 CNC 700/70 シリーズ プログラミング マニュアル (旋盤システム) の三菱 CNC マニュアルを自由にダウンロードできます。 三菱 M700 シリーズ CNC 三菱 CNC G コード G コード 機能 G00 ポジショニング

Mitsubishi CNC 制御 (Mitsubishi 700/70 シリーズ) を搭載した CNC 旋盤用 Mitsubishi G コード。 マシニング センターの三菱 G コードは、ここにリストされています 三菱 CNC G コード – マシニング センター 700/70 シリーズ 三菱マニュアル CNC 機械工は、三菱 CNC 700/70 シリーズ プログラミング マニュアル (マシニング センター システム)三菱 CNC 700/70 シリーズ プログラミング マニュアル (旋盤システム) の三菱 CNC マニュアルを自由にダウンロードできます。 旋盤用三菱 M70 シ

FANUC シリーズ 18i–MB5 CNC コントロールを備えた Fadal マシニング センター用のファナック M コード。 ファダルマシニングセンター ファナック M コード M00 プログラム停止 M01 オプションのプログラム停止 M02 プログラム終了 M30 プログラム終了 M98 サブプログラム呼び出し M99 サブプログラム終了 M03 主軸始動正転 CW M04 主軸始動逆 CCW M05 主軸停止 M06 工具交換 M07 クーラント オン – ミスト クーラント/クーラント スルー スピンドル M08 クーラント ON – フラッド クーラント

ファナック アラーム コード リスト CNC 機械工向けのファナック アラーム コード。 ファナック コントロール これらのファナック アラームは、次のファナック CNC コントロールに有効です 0i モデル A 0i/0iMate モデル B 16/18 モデル PB 16/18 モデル C 16i/18i モデル A 16i/18i モデル B 16iL モデル A 20i 21 モデル B 21i モデル A 21i モデル B 21i モデル A ファナック アラーム コード ファナック アラーム プログラム エラー (P/S アラーム) 0 電源を切ってください 1 番

CNC 機械工向けの Haas アラーム コード (エラー コード)。 ハース アラーム コード Haas アラーム コード 101 – COMM. MOCON/MOCON メモリ障害による障害 102 – サーボオフ 103 – X SERVO ERROR TOO LARGE 104 – Y SERVO ERROR TOO LARGE 105 – Z SERVO ERROR TOO LARGE 106 – サーボエラーが大きすぎます 107 – 緊急停止 108 – X サーボ オーバーロード 109 – Y サーボ オーバーロード 110 – Z サーボ オーバーロード 111 –
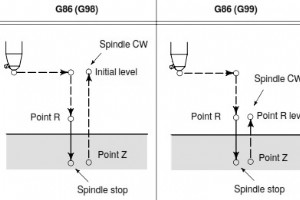
G86 ボーリング サイクル Fanuc G86 Boring Cycle を使用して穴を開けます。工具は送りで穴の底まで移動し、その後高速送りで穴から後退します。 G86 ボーリング サイクル フォーマット G86 X Y Z R F K パラメータ X Y – 穴位置データ。Z – ボーリング深さ (絶対値)。R – 穴の上の工具開始位置。F – 切削送り速度。K – 繰り返し回数 (必要な場合)。 G86ボーリングサイクル G86 ボーリング サイクル オペレーション 1.X軸、Y軸の位置決め後、R点まで早送りします。2.R点からZ点まで穴あけを行います。3.穴の底で、ツールは

Tormach Duality Lathe の G コードの完全なリスト。 Tormach PCNC 二重旋盤 Duality Lathe は Tormach PCNC 1100 ベッドに取り付けて、CNC フライス盤をプロトタイピングや小さな旋削プロジェクト用の軽量 CNC 旋盤に変えます。 Tormach PCNC 二重旋盤 Tormach Duality Lathe G コード G00 迅速なポジショニング G01 線形補間 G02 時計回りの円弧/ヘリカル補間 G03 反時計回りの円弧/ヘリカル補間 G04 ドウェル G10 座標系原点設定 G17 XY 平面選択

Tormach M コード、これらの m コードは Tormach PCNC に従って動作します トーマック PCNC 1100 トーマック PCNC 770 Tormach PCNC 二重旋盤 トーマック PCNC 1100 トーマック M コード Mコード 意味 M0 プログラム停止 M1 オプションのプログラム停止 M2 番組終了 M3 スピンドルを時計回りに回転 M4 スピンドルを反時計回りに回転 M5 スピンドルの回転を停止 M6 工具交換 (2 つのマクロによる) M7 ミストクーラントオン M8 フラッドクーラントオン M9 すべてのクーラントオフ

トーマック G04 ドウェル Tormach G04 Dwell コマンドは、P で指定された秒数の間、軸を動かないようにします。 G04 ドウェル G04 ドウェル G コード形式 G04 P トーマック G04 ドウェルの例 0.5 秒間留まる G04 P0.5 注意 Tormach G04 Dwell P 値を負に設定することはできません。

ISO 方言モードで作業する CNC 機械工/CNC プログラマー向けの Siemens Sinumerik 808D G コードの完全なリスト。 CNC 機械工は好きかもしれません Siemens Sinumerik 808D マニュアル PC で SINUMERIK 808D を無料ダウンロード(Sinumerik 808D トレーニング ソフトウェア) Siemens Sinumerik 808D ミリングの概要 Siemens Sinumerik 808D ミーリング Siemens Sinumerik 808D G コード (ISO 方言モード) G コード 説明 G
CNCマシン





