工業製造

このビデオでは、Tormach ScanCAD シェアウェアと市販の安価な USB カメラを使用して、ミルを 2D スキャンおよび測定システムに変える方法を紹介します。 CNC スキャナー入門 このビデオでは、CNC 機械工がコンポーネントをスキャンして加工します。スキャン目的で使用できるさまざまなカメラについて説明します。 Tormach CNC スキャナーの紹介 Tormach CNC スキャナーは、PCNC を高解像度 2D 光学スキャナーおよびリバース エンジニアリング システムに変えます。これは、数例を挙げると、ツール製作、芸術、修理と修復、精密測定、品質保証など、何百もの用

CNC 機械工は、CERATIZIT Web サイトから CERATIZIT 切削工具カタログを自由にダウンロードできます。 すべての CERATIZIT カタログは、英語、フランス語、ドイツ語、イタリア語、日本語、中国語、ロシア語、スペイン語などの複数の言語で利用できます。 CERATIZIT ターニング カタログ CERATIZIT ターニング カタログ メイン カタログ (pdf) アメリカのメイン カタログ (pdf) ハイパーコート CTCP115 – CTCP125 ハイパーコート CTPM125 マキシロック D イノベーション – 片面 ISO インサート (pdf)

ファナック G73 高速ペック掘削サイクル Fanuc G73 高速ペック ドリリング サイクルは、高速ペック ドリリングを実行します。穴の切りくずを排出しながら、穴底まで断続的な切削送りを行います。 Fanuc G73 高速ペック ドリル サイクルは、Fanuc G73 チップ ブレーク ドリル サイクルとも呼ばれます。 Fanuc G73 高速ペック掘削サイクルは、CNC フライス盤を備えた Fanuc コントロールで使用されます。 プログラミング G73 X Y Z R Q F K G73 はモーダル G コードであるため、キャンセルされるまで有効です。 パラメータ パラメータ 説明

ファナック G74 左手ペック タッピング サイクル ファナック G74 は、CNC ミルの左手タッピングに使用されます。 Fanuc G74 タッピング サイクルでのタッピングは、スピンドルを反時計回りに回転させることによって実行されます。Fanuc G74 タッピング サイクルに関する完全な記事については、G74 左手タッピング サイクルまたは逆タッピング サイクルを参照してください ファナック CNC 制御により、CNC 機械工はペック タッピングの利点を利用して左手タッピングを行うことができます。切りくずが工具に付着したり (タップ)、切削抵抗が増加したりするため、深い穴のタッ
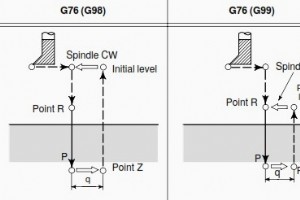
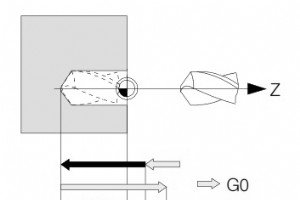
ファナック G76 ファイン ボーリング サイクル Fanuc G76 Fine Boring Cycle は正確に穴を開けます。穴の底に到達すると、主軸が停止し、工具がワークの加工面から離れて後退します。ファナック G76 ファイン ボーリング サイクルは、ボーリングおよびフェーシング ヘッドでボーリングを拡大するために使用され、 Fanuc G76 Fine Boring Cycle は、Fanuc G76 Fine Drilling Cycle とも呼ばれます。 プログラミング G76 X Y Z R Q P F K パラメータ パラメータ 説明 X Y 穴位置データ Z 穴の深さ

G76 ボーリング サイクルを実行する横型ボーリング ミルを示すビデオ ファナック G76 ファイン ボーリング サイクル ファナック G76 ファインボーリングサイクルは、正確に穴をあけます。穴の底に達すると、主軸が停止し、工具がワークピースの加工面から離れて後退します。 ファナック G76 ファイン ボーリング サイクルをプログラムする方法 読む ファナック G76 ファイン ボーリング サイクル – CNC ミル Fanuc G76 ファイン ボーリング サイクル ビデオ ファナック G76 ファイン ボーリング サイクル オペレーション 穴の底に到達したら、スピンドルを定回転
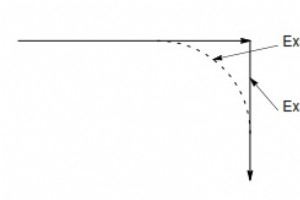
G09 Exact Stop は、Exact StopDecelerate Axis to ZeroPrecision Cornering などの多くの名前で呼び出されます G09 イグザクト ストップ G09 Exact Stop または Precision Cornering G コードは、プログラムされたブロックの最後で軸をゼロ速度に減速します。停止後、軸は次のブロックでプログラムされた送り速度まで加速します。これにより、プログラムされた送り速度に関係なく、鋭いコーナーが切削されます。 G09 コードは非モーダル G コードであるため、指定されたブロックの軸移動のみに影響します。

Hurco M コード Hurco M コード (その他の機能) は、機械関連のアクション (クーラント制御や工具交換など) を引き起こします。NC ブロック内で複数の M コードを使用できます。 Hurco M コード リスト – CNC ミル Hurco M コード リスト 以下は、CNC ミルの完全な Hurco M コード リストです。 M コード 定義M00 スピンドルとクーラント機能をキャンセルします。パート プログラムの実行を停止しますM01 プログラムの停止は、オペレータがパーツを再固定したい場合によく使用されますM02 プログラムの終了を示します。スピンドル、クーラ
Centroid M シリーズの M コードの完全なリスト。 M コードは、CNC プログラムで特殊なアクションを実行するために使用されます。 セントロイド M コード – CNC ミル (M シリーズ) セントロイド M シリーズ オペレーターズ マニュアル CNC 機械工は、セントロイド M シリーズ オペレーターズ マニュアルを自由にダウンロードできます セントロイドのウェブサイトから CENTROID CNC プログラミング操作マニュアルの無料ダウンロード CNC ミル (M シリーズ) のセントロイド M コード M00 オペレーターのための停止M01 オペレーターのため

セントロイド G10 – パラメータ設定 Centroid G10 G コードにより、CNC 機械工はさまざまなプログラム操作のパラメーターを設定できます。 多くのマシン パラメータは、Centroid G10 G コードでも設定できます。 Centroid G10 – パラメータ設定 セントロイド G10 工具オフセット設定 – CNC ミル G10 H5 R-1.3;オフセット ライブラリで工具長オフセット #5 を -1.3 に設定します。G10 D3 R.25;オフセット ライブラリで工具直径オフセット #3 を .25 に設定します。G10 D5 R.5;オフセット ライブ

Haas M コードの完全なリスト。すべての M コードがアクティブ化されるか、ブロックの他のすべてが完了した後にアクションが発生します。プログラム内のブロックごとに 1 つの M コードのみが許可されます。M コードの横に (設定番号) が記載されている場合、その設定は何らかの形でその M コードに関連しています。 Haas Mill G コードについては、Haas CNC Mill G コードを参照してください。 Haas Mill M コード Haas Mill M コード M-Code 説明 M00 プログラム停止 M01 オプションのプログラム停止 M02 プログラム終了

ハースミルマニュアル CNC 機械工は、Haas の Web サイトから Haas Mill マニュアルを自由にダウンロードできます。Haas ミル マニュアルには、CNC の操作とプログラミングの詳細がすべて含まれています。CNC 機械工は、Haas 旋盤マニュアルをダウンロードすることも、Haas CNC 旋盤マニュアルを無料でダウンロードすることもできます Haas Mill マニュアル – オペレーターとプログラミング Haas Mill マニュアルのダウンロード Haas Mill マニュアル Haas ウェブサイト(pdf). Haas Mill マニュアルの内容 安全

Siemens Sinumerik CYCLE82 穴あけザグリ サイクル。Sinumerik CYCLE82 は、Sinumerik 840D、810D、808D、および同様の Sinumerik CNC コントロールで動作します。 Sinumerik CYCLE82 サンプル プログラム Sinumerik CYCLE82 Drilling Counterboring Cycle の使用を示す完全な CNC プログラミングの例については、Sinumerik CYCLE82 Drilling Counterboring Cycle Example Program をお読みください。 Sin
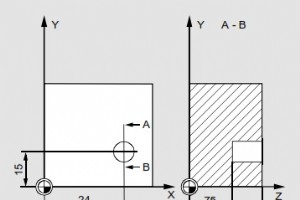
シーメンス Sinumerik 840D CYCLE82 穴あけザグリ サイクルの使用と機能を説明するための CNC プログラミング例。 Sinumerik 840D Sinumerik 810D シヌメリク 808D および同様の Sinumerik cnc コントロール。 Sinumerik CYCLE82 穴あけザグリ加工サイクルの概要 Sinumerik CYCLE82 サイクルを完全に理解するには、Sinumerik CYCLE82 穴あけザグリ サイクル – CNC ミル プログラミングをお読みください。 Sinumerik CYCLE82 フォーマット CYCLE82 (
Sinumerik CYCLE81 Siemens Sinumerik CNC 制御を使用して CNC 旋盤/旋盤で作業する CNC 機械工向けの穴あけ、センタリング サイクル。 穴あけサイクル CYCLE81 は、Sinumerik 840D、Sinumerik 808D、および同様の CNC コントロールで動作します。 CNC ミル用 Sinumerik CYCLE81 穴あけサイクル シーメンス Sinumerik 840D/808D CNC コントロールを使用して CNC ミルで作業する CNC 機械工の場合、穴あけサイクル CYCLE81 についてここで簡単に説明
Siemens Sinumerik 840D/808D CNC コントロールを使用して CNC 旋盤/旋盤で作業する CNC 機械工向けの CNC プログラミング例。CNC プログラムの習得と理解が容易。 Siemens Sinumerik CYCLE81 は穴あけサイクルで、次の記事で非常に簡単に説明されています。CNC 旋盤 – CYCLE81 穴あけサイクル – Sinumerik 840D 旋削CNC ミル – Sinumerik 840D CYCLE81 穴あけセンタリング サイクル プログラミング この cnc プログラムの例は、CNC 旋盤/旋盤での Sinume
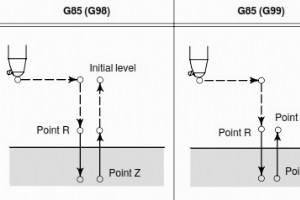
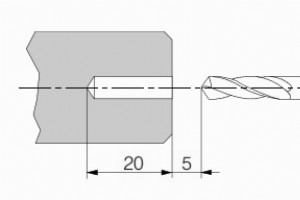
Fanuc G85 Boring Cycle は、Fanuc G85 Reaming Cycle とも呼ばれます。Fanuc G85 Boring Cycle はリーミング操作に使用できます。 ファナック G85 ボーリング サイクル – リーミング サイクル 工具は送りで最終深さまで移動し、送りで後退平面を後退させます。 ファナック G85 ボーリング サイクル フォーマット G85 X Y Z R F K X Y – 穴の位置Z – ボーリングの深さ (絶対).R – 穴の上の工具開始位置.F – 切削送り速度K – 繰り返し回数 (必要な場合) ) ファナック G85 ボーリング
ワンショット G コード ワンショット G コードは、それがプログラムされている cnc プログラム ブロックでのみ有効です。プログラムが次のブロックの実行を開始すると、有効ではなくなります。 Gコードプログラミングを学ぶ ワンショット G コードの例 G4 Dwell はワンショット G コードであるため、次の cnc プログラミング例は、G4 ワンショット G コードの使用を示しています。 N10 G0 X30 Y40N20 G4 X2N30 X20 Y50 N20 G04 はワンショット G コードで、このブロックでのみ有効です。N30 G04 はこのブロックでは無効になりまし

モーダル G コード モーダル G コードは、同じグループ内の別の G コードが検出される (プログラムされる) まで、cnc プログラムで有効な G コードです。 すべての G コードにはそれに関連付けられたグループがあり、cnc プログラムで一度にアクティブにできるのは、関連付けられたグループの 1 つの G コードだけです。 g00、g01、g02、g03は同じグループ g43、G49同じグループ g54〜g59同じグループ g98〜g99同じグループ Gコードプログラミングを学ぶ モーダル G コードの例 N10 G0 X30 Y5 (G0 is effe

Hust CNC コントロールを使用して CNC Mill で作業する CNC 機械工向けの Hust CNC G コード リスト。 次の G コードは、 Hust CNC H4M、 Hust cnc H4CL-M、および関連する Hust CNC ミル コントロール。 ハスト CNC G コード リスト – CNC ミル Hust CNC G コード リスト – CNC ミル G コード 機能G00 高速位置決め (速い送り速度)G01 直線切断 (切断送り速度)G02 円弧切断、CW (後部カッター)G03 円弧切断、CCW (後方のカッター)G04 ドウェル コマンド、一時停止
CNCマシン