工業製造
CNC プログラミングを学ぶ旅を始めたばかりの CNC 機械工/CNC プログラマー向けの CNC 旋盤の簡単な g コード例。 単純な G コードの例 CNC 旋盤 CNC 旋盤の簡単な G コードの例 O0001N5 M12N10 T0101N15 G0 X100 Z50N20 M3 S600N25 M8N30 G1 X50 Z0 F600N40 W-30 F200N50 X80 W-20 F150N60 G0 X100 Z50N70 T0100N80 M5N90 M9N100 M13N110 M30N120 % コードの説明 N5 ワークのクランプN10 No.1 工具の交換とオフ

GSK 980TDb G コードの完全なリスト GSK 980TDb – ターニング CNC システム GSK 980TDb G コード Gコード 意味 G01 線形補間 G00 高速トラバース移動 G01 線形補間 G02 円弧補間(CW) G03 円弧補間(CCW) G04 滞留時間のプリセット G05 3 点円弧補間 G6.2 楕円補間 (CW) G6.3 楕円補間 (CCW) G7.1 円柱補間 G7.2 放物線補間 (CW) G7.3 放物線補間 (CCW) G10 データ入力 G11 データ入力キャンセル G12.1 極座標補間 G13.

G71 ターニング サイクル G71 荒削りサイクルのサンプル コード。この cnc プログラム コードは、Fanuc および同様の cnc コントロールで動作します。 G71 荒削りサイクル パラメータの説明 CNC Fanuc G71 ターニング サイクルまたはストック除去キャンド サイクル その他の G71 荒削りサイクルの例 Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラム例G71 縦荒削りサイクル Mazak CNC 基本プログラミング例Fanuc G71 荒削りサイクルと G70 を使用した CNC プログラミング例 プログラム例 G71 荒削りサイ

この記事では、Siemens Sinumerik CNC コントロールを使用した Hermle UWF 851 CNC ミルでのワーク オフセット設定のプロセス全体について簡単に説明します。 SINUMERIK 810 CNC コントロールを搭載した Hermle UWF 851 CNC ミル 深さ 5 ~ 10 mm の万力でジョブを保持します。 フライスの準備 ツールホルダー締め付け治具を使用して、ツールホルダーに Ø 12 mm のカッターを締め付けます (つかみます)。同じツールホルダーを左手に持ち、ツールチェンジボタンを押して、ツールホルダーの右側にあるツールチェンジ機構を開
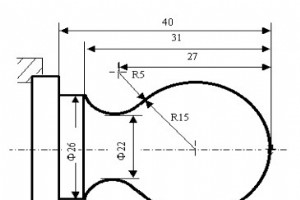
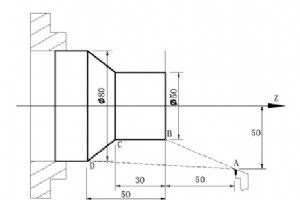
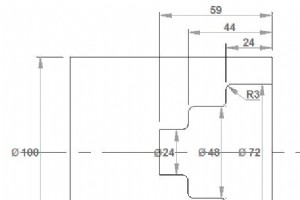
CNC アーク プログラミングの例 この CNC プログラムは、2 つのアーク G03 G02 を結合する方法を示しています。 CNC アーク プログラミング G02 G03 の例 CNC アークプログラミング G02 G03 の例 O0001N001 G0 X40 Z5; (Rapid position) N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 arc)N006 G02 X26 Z-31 R5; (Cut R5 arc)N0

Haas Automation による CNC 旋盤ソフトジョー ビデオ シリーズ cnc 旋盤ソフトジョーを切断する適切な方法を説明した非常に短いビデオ。 CNC旋盤ソフトジョーズ 適切な切削方法 このビデオは次の質問に答えます CNC 旋盤でソフト ジョーを使用する理由外径グリップ ソフト ジョーを適切に切断する方法.ソフト ジョーの基礎.アルミニウム ジョーを使用する場所とスチール ジョーを使用する場所?あごの適切なサイズ。柔らかいあごが適切に握るには、どのくらいの圧力が必要ですか? このビデオでは、ジョーのボーリングに調整可能なジョー ボーリング リングが使用されています。

このビデオでは、さまざまな機械加工操作でツールを選択する方法と、Siemens Sinumerik 808D cnc 制御を備えた CNC 旋盤でのツールのセットアップについて説明します。 通常、ワークショップには多くのツールが用意されているため、適切な操作のために適切なツールを選択することも、CNC 機械工にとって必須の仕事です。 CNC旋盤での工具セットアップ 関連 – CNC 加工のための CNC ツール選択のヒント このビデオ チュートリアルでは、以下の工具を部品加工に使用します。1 – 先端半径 0.8 mm の旋削工具。2 – 先端ピッチ 1.25 mm のねじ切り工具。
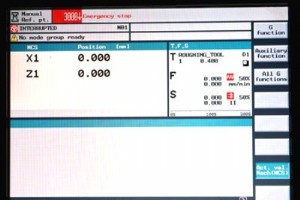
Sinumerik 808D ターニング ビデオ チュートリアル シリーズの以前のビデオで見たように、CNC 旋盤はコンポーネント用に完全にセットアップされています (CNC 旋盤のジョーが調整され、必要なすべての工具が工具タレットに固定されています)。 CNC 調整システムの紹介 シーメンスによるこのビデオでは、CNC 調整システム MCS および WCS について説明しています。 機械原点または機械座標系 (MCS) ワーク原点またはワーク座標系 (WCS) そして、これらのゼロ点が CNC 旋盤のどこにあるか。 Sinumerik 808D での調整システムの紹介 マシン ゼ

Siemens Sinumerik 808D オペレータ パネルの導入。 Sinumerik 808D オペレータ パネル 1 – 垂直および水平ソフトキー (特定のメニュー機能を呼び出します)。2 – リターン キー (次の上位レベルのメニューに戻ります。)3 – メニュー拡張キー (将来の使用のために予約されています。4 – 英字キーと数字キー。5 – コントロール キー。6 – アラーム キャンセル キー (この記号でマークされたアラームとメッセージをキャンセルします。)7 – オンボード アシスタント キー8 – ヘルプキー (ヘルプ情報を呼び出します)。9 – カーソルキー。1
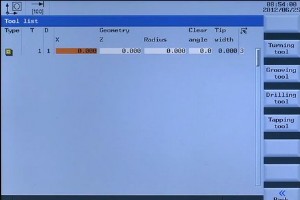
このビデオでは、Siemens Sinumerik 808D cnc 制御を備えた CNC 旋盤でのツール オフセット設定またはツール セットアップのすべての詳細を非常に簡単に説明しています。 工具の実際の選択と、工具を旋盤のタレットに取り付ける方法については、以前のビデオ チュートリアルで説明されているように、機械での工具のセットアップ – Sinumerik 808D ビデオ チュートリアル ターニング パート 5 この機械には機械内に工具測定プローブがありませんが、このビデオでは、機械に組み込まれている工具測定システム (Siemens と呼ばれる - 工具測定画面) を使用して工具
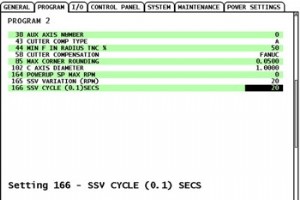
Haas 設定の紹介 Haas 設定は、マシンの動作に影響を与える Haas マシンの状態です。一般に、設定により、オペレーターまたはセットアップ担当者は、機能をロックアウトしたり、オンにしたり、指定したりできます。 ハースの設定 ハースミルの設定 1 – 自動電源オフ タイマー 2 – M30で電源オフ 3 – 3D グラフィック 4 – グラフィック ラピッド パス 5 – グラフィックドリルポイント 6 – フロントパネルロック 7 – パラメータ ロック 8 – プログラム メモリ ロック 9 – 寸法記入 10 – 速度を 50% に制限 11 – ボーレート選択 12 –
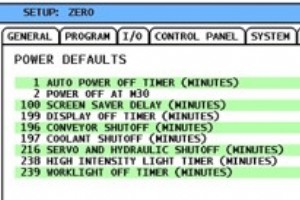
Haas 旋盤で作業する CNC 機械工向けの Haas 設定の完全なリスト。 Haas 設定の紹介 Haas 設定は、マシンの動作に影響を与える Haas マシンの状態です。一般に、設定により、オペレーターまたはセットアップ担当者は、機能をロックアウトしたり、オンにしたり、指定したりできます。 ハースの設定 ハース旋盤の設定 1 – 自動電源オフ タイマー 2 – M30で電源オフ 3 – 3D グラフィック 4 – グラフィック ラピッド パス 5 – グラフィックドリルポイント 6 – フロントパネルロック 7 – パラメータロック 8 – プログラム メモリ ロック 9 – 寸

CNC 機械工向けの Haas Automation による非常に簡潔で有益なビデオで、ID グリップ用に CNC 旋盤ソフトジョーを適切に切断する方法を説明しています。 CNC 旋盤ソフトジョー切削による ID グリップ 注: 最初にパート 1 のビデオを視聴することを強くお勧めします。このビデオでは、OD 外側グリップ用にソフトジョーを適切に切断する方法と、CNC 旋盤のジョー切断の多くの基礎について説明しています。 パート 1: CNC 旋盤ソフトジョーの適切なボーリング/切削方法 – Haas によるビデオ CNC 旋盤パイジョーズ このビデオでは、CNC 旋盤のジョーと
Centroid CNC コントロールを備えた CNC 旋盤で作業する CNC 機械工向けの Centroid M コードの完全なリスト。 セントロイド M コード – CNC 旋盤 (T シリーズ) セントロイド M コード – CNC 旋盤 (T シリーズ) オペレーターのためのM00ストップ オペレーターのためのM01オプションの停止 M02 再起動プログラム 時計回りに M03 スピンドル 反時計回りの M04 スピンドル M05 スピンドル停止 M07 ミスト クーラント オン M08 フラッド クーラント オン M09 クーラントオフ M10 クランプオン M11クランプ
Siemens Sinumerik 840D アラーム リスト (840D/840Di/810D および類似の制御装置)、Sinumerik cnc 制御を使用して cnc マシンで作業する cnc 機械工および保守担当者向け。 シーメンス Sinumerik アラーム Sinumerik 840D アラーム リスト 1000 システム エラー %1 1001 システム エラー %1 1002 システム エラー %1 1003 このセルフ クリア アラーム %1 のアラーム ポインタはゼロです 1004 NCK アラームに対するアラーム反応が正しく設定されていません 1005 オペレー

セントロイド cnc 制御 (T シリーズ/M シリーズ) を備えた cnc ミル/旋盤で作業する CNC 機械工向けの完全なセントロイド CNC アラーム エラー メッセージ。 セントロイド アラーム エラー メッセージ セントロイド CNC アラーム エラー メッセージ CNC ソフトウェアの起動エラーとメッセージ 102 CPU の初期化エラー…続行できません。 103 セットアップの送信エラー 104 PID セットアップの送信エラー 105 mpu.plc ファイル読み取りエラー..続行できません 106 PC の時計が間違っているようです。 199 CNC 開始 CNC ソ
Fanuc cnc 制御 (または同様の cnc 制御) で作業する cnc 旋盤機械工のための cnc プログラミング演習。 この CNC プログラミング演習では、Fanuc G71 Turning CycleFanuc G74 Peck Drilling Cycle を使用します CNC 旋盤プログラミング演習 CNC 旋盤プログラミング演習ファナック G71、G74 サイクル N10 G40 G00N20 G99N60 T0101N70 G50 S3500N80 G96 S0240 M4N90 G00 X72. Z0.1N100 G01 X-1.6 F0.12 M7N110 G00
ファナックの固定サイクルを使用したファナック旋盤のプログラミング例 G71 ターニング サイクル G70 フィニッシュ サイクル G74 ペック掘削サイクル この Fanuc 旋盤プログラミング例は、G71 ターニング サイクル、G70 仕上げサイクル、G74 ペック穴あけサイクルを ID 加工 (内側加工、中ぐり加工) に使用するユーザーを示しています。 ファナック旋盤のプログラミング例 内径加工に G71、G70 を使用したファナック旋盤のプログラミング例 N10 G40 G00N20 G99N30 M5N40 M9N60 T0101N70 G50 S3500N80 G96 S0

セントロイド M シリーズ G コード (CNC ミル) の完全なリスト。 プログラムの特定の行には、複数の G コードが含まれる場合があります。1 つのグループの複数の G コードが同じ行で使用されている場合、最後に指定された G コードのみがアクティブなままになります。 重心 G コード M シリーズ セントロイド M シリーズ オペレーターズ マニュアル CNC 機械工は、セントロイド M シリーズ オペレーターズ マニュアルを自由にダウンロードできます セントロイドのウェブサイトから CENTROID CNC プログラミング操作マニュアルの無料ダウンロード セントロイド G

重心 CNC 旋盤 G コードの完全なリスト。 プログラムの特定の行には、複数の G コードが含まれる場合があります。1 つのグループの複数の G コードが同じ行で使用されている場合、最後に指定された G コードのみがアクティブなままになります。 セントロイドCNC旋盤 重心旋盤操作マニュアル CNC 機械工は Centroid Lathe 操作マニュアル を自由にダウンロードできます セントロイドのウェブサイトから CENTROID CNC プログラミング操作マニュアルの無料ダウンロード 重心 CNC 旋盤 G コード G コード 説明G00 ラピッドポジショニングG01 直線補
CNCマシン