工業製造

アクリロニトリル ブタジエン スチレン (ABS) は、電化製品、おもちゃ、さらには食品包装などの家庭用品によく見られるプラスチックです。 ABS は、ニトリルゴムまたは NBR としても知られています。この化合物は人間が消費しても安全であると考えられていますが、一部の消費者はその安全性を懸念しています. アクリロニトリルガソリン共重合体は、アクリロニトリルとブタジエンから製造される合成ポリマーです。この材料は、プラスチック、接着剤、ゴム、その他の工業製品の製造に広く使用されています。 消費財での使用に加えて、ABS は食品加工業者、医療機器、印刷プロセス、食品輸送の用途や機器にも使
お気に入りのファーストフード店でドライブスルーから食べ物や飲み物を注文する場合、食品が梱包されているプラスチックのパッケージ素材が、手に入るソーダのボトルとは異なる可能性があります。 どちらもプラスチック製ですが、まったく異なるタイプです。 食品容器を購入すると、同じことがわかります あなたの地元の店で。特定の通路がさまざまな形やサイズのプラスチック容器で満たされている場合がありますが、使用されるプラスチック材料の種類は異なります。 ただし、これらのさまざまな素材はすべて、食品を保管することのみを目的として特別に設計されています. この種のプラスチックは、ポリエチレン テレフタ

3D 印刷技術は、専門家や愛好家にさまざまな印刷方法を提供します。 そのような方法の 1 つがステレオリソグラフィーまたは SLA 印刷です。 SLA 印刷技術では、特定のポイントに向けられた単一のレーザー ビームを使用して液体樹脂を硬化させます。 修復された樹脂は、固化した指定の 3D オブジェクトになります。 SLS (選択的レーザー焼結) では、マシンがレーザー ビームを照射し、粉末を融合または焼結して目的の 3D プリント パーツを形成します。 3D プリントにおける SLS と SLA SLA および SLS 3D プリント技術は、積層造形技術に属します。ただし、SLS

3D プリント パーツの内部 (フィル) と外部 (シェル) は区別されます。 中空を印刷できますが、 またはソリッド 内側、壁はもっぱらソリッドです。 シェルとは、上層、下層を指します。 そして壁。 モデルの機械的特性に貢献します 引張強度や疲労限度など。 3D パーツの壁は、プリントの高さを構成する垂直の外側領域を構成します。 3D プリントの設計で考慮すべき最も重要な要素の 1 つは、壁の厚さです。 . では、完璧な肉厚を設計するにはどうすればよいでしょうか?心配しないでください! この記事では、完璧な肉厚設定を理解して開発するために必要なすべての重要な詳細とガイドライン

すべての 3D 印刷の専門家または愛好家は、それぞれの印刷体験で最高の結果を得ることを楽しんでいます。 愛好家は、すべての印刷体験で常に高品質の印刷物を手に入れるとは限りません。場合によっては、印刷プロセスの完了後に最終的な 3D 印刷を確認して、ギャップのあるオブジェクトを見つけるだけかもしれません. 3D プリントのギャップ。なぜ発生するのですか? さらに、3D プリントのギャップは次の原因で発生します。 押し出し中 低い印刷温度 高速印刷 そのため、3D モデルにギャップが発生した場合は、次の作業を行うと役立ちます: ベッドの再水平化 プリンターの温度を上げる 印刷速度を
ほとんどの 3D プリンティング愛好家は、3D プリンティングの安全性ニーズにほとんど注意を払っていません。さらに、愛好家は、3D プリントの安全性の問題を提起する際に、プリンターの爆発や火災の発生などの重大な事故について考えることがよくあります。 ただし、3D の主な安全上の懸念は、VOC (揮発性有機化合物) や UFP (超微粒子) の排出にあります。 3D プリンターは、ABS や PLA などのプラスチック フィラメントを使用して製品を作成します。 プラスチック フィラメントは、印刷プロセス中に VOC と UFP ガスを大気中に放出します。これらの化学物質は、特に大量に吸
3D 印刷の人気は、多くの印刷愛好家を業界に惹きつけています。ただし、3D プリンターはプラスチック フィラメントを加熱して、3D プリント プロセスでオブジェクトを作成します。 3D プリントの煙抽出の必要性 加熱されたプラスチック フィラメントは、ガスと超微粒子 (UFP) を放出します。また、加熱されたプラスチック材料は揮発性有機化合物 (VOC) を生成します。 汚染物質は、印刷スペースの周囲や大気中に拡散します。 この記事は、有毒ガス放出の解決策としての 3D プリント ガス抽出のガイドです。 3D プリントは煙を出しますか? はい! 3D プリント プロセスは、健康と安
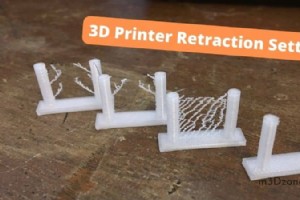
優れたプリンターは、優れた 3D プリント体験の重要な側面です。 3D プリンターを改善するためにできることがいくつかあります。 そのようなことの 1 つは、正しい撤回設定を取得することです。 そのため、溶融したフィラメント材料は、最小移動距離の軌道に着手するときにホット エンドから漏れることはありません。 さらに重要なことは、リトラクト速度が最終的な 3D プリント モデルに大きな影響を与えることです。減速速度が遅いと、収縮中にプラスチック フィラメントがにじみ出る時間が長くなります。 逆に、リトラクト速度が速いと、モーター ギアがフィラメントをすりつぶし、押し出し量が少なくなる

3D プリンターの送り速度は、全体的な 3D プリント速度を決定します。プリンターが 4 つの軸すべてで移動する速さを測定します。送り速度が高いほど、印刷速度が速いことを意味します。 同様に、印刷速度が速いと、3D 印刷パーツの精度が低下し、印刷時間が長くなります。 フィード レートのプリンター設定を調整すると、プリンター モーターの移動速度に影響します。また、プリンター モーターの移動速度は、他のプリンター部品の動きを負担します。 3D プリンターには可動機械部品があり、最適な送り速度を達成するためにうまく機能する必要があります。プリンターの送り速度と他のプリンターの動きへの影響の
高品質の 3D プリントを取得するには、機能の優れた 3D プリンターを使用する必要があります。また、互換性のあるプリンター ソフトウェア バージョンが必要です。 それでも、3D プリントのニーズに適している必要があるため、フィラメントの選択によって違いが生まれます。 PID キャリブレーション 重要なのは、印刷を開始する前の次のステップは、3D プリンターの PID 値を正しく取得することです。 PID キャリブレーションまたは PID チューニングの主な目的は、設定値の変更に対する PID コントローラーの反応を調整し、制御誤差の変動を最小限に抑えることです。 言い換えると、P

3D プリントを完成させることは、最初の試行で簡単に達成できるタスクではありません。考慮すべき要素は数多くありますが、室温は重要なオプションの 1 つです。 この記事は、さまざまな環境での 3D プリント プロジェクトに最適な室温を推定するのに役立ちます 高品質のプリントを保証します。 3D プリントに最適なベッド温度は? 最適なベッド温度は、3D プリンターが使用するフィラメントの種類によって異なります。 以下は、使用されるさまざまなフィラメントと、それらに必要な最適ベッド温度です。 PLA:20°C~60°C (68°F~140°F) ABS:80°C~110°C (176°

建設業界における 3D プリントの可能性は驚くべきものです。 将来の信頼できる建設方法として従来の建設に挑戦するだけでなく、優れた利点ももたらします。 環境に優しいものから費用対効果の高いものまで、3D プリント構造は、従来の建設方法に代わるエネルギー効率の高い代替手段として世界中で愛されています。 しかし、これらの 3D プリントされた建物の寿命は、長い間懸念されてきました。 この記事では、3D プリントされた住宅の耐久性と、それらが住宅問題に対する現代の答えであるかどうかについて説明します。 3D プリントされた住宅は耐久性がありますか? 3D プリントされた住宅の寿命は?

3D プリントの要点をめぐる議論が数多くありました レゴ まず、レゴは製品名ではないことを理解する必要があります。それはブランド名です。レゴは連動するおもちゃを製造していますが、レゴは商標登録されていますが、連動するおもちゃはチャーターされたデザインではありません. レゴを 3D プリントすることは合法ですか? 3D プリント レゴは違法です。 とはいえ、いくつかの条件があります。レゴは、レゴ グループの一部としてライセンス、商標、および著作権で保護されています。 同社はレゴのデザインを作成しました。ただし、連動するおもちゃのブロックは著作権で保護されておらず、「レゴ」以外の別の実

高品質の3Dプリントを得るには、最高のフィラメントスプールを使用する必要があります。すべての3Dプリンターは、印刷する3Dモデルに応じて、特定のフィラメントタイプを使用すると最適に動作します。 次のことは、3Dプリンターフィラメントの供給プロセスがシームレスで完全に機能していることを確認することです。 ただし、これは多くの場合そうではありません。押出機モーターに供給されない3Dプリンターフィラメントは、専門家と愛好家の両方が頻繁に取り組む一般的な3D印刷の課題のままです。 フィラメントスプールのノズル径の詰まり、PTFEチューブの損傷、押出機モーターの弱さは、3Dプリンターフィラメ
ABS (アクリロニトリル ブタジエン スチレン) は、独自の品質を持つ人気のある 3D プリント熱可塑性樹脂です。また、世界中の FDM デスクトップ 3D プリンターで最も一般的に使用されている材料の 1 つでもあります。 ABS フィラメントには、ギターのピック、クリップ、電気部品を保持する固定具など、多くの興味深い用途があります。 ABS フィラメントは一般的に安価で、簡単に入手できます。 ABS フィラメントの融点 ABS フィラメントを使用した印刷は、基本に慣れてしまえばやりがいのある体験です。その人気にもかかわらず、ABS フィラメントの融点について疑問がありました.
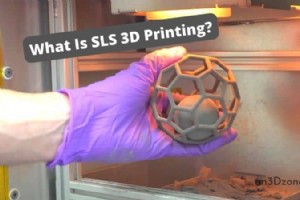
選択的レーザー焼結 (SLS) は、3D プリントにおける積層造形技術の 1 つです。 SLS 3D プリントとは SLS テクノロジーは、高出力レーザーを使用して小さなポリマー粉末粒子を焼結し、固体構造の 3D モデルにします。 機械、材料、ソフトウェアの進歩により、選択的レーザー焼結プロセスは 3D プリント業界で広く受け入れられています。 少数のハイテク産業だけが利用できた数年前と比べて、現在では多くの企業がこれらの付加製造プロセスを使用しています。 さらに重要なことに、選択的レーザー焼結 (SLS) は、部品あたりのコストが低く、生産性が高く、確立された材料を使用できるた

選択的レーザー焼結 (SLS) と溶融堆積モデリング (FDM) は積層造形技術です。 アディティブ マニュファクチャリングは、機能プロトタイプやその他のオブジェクトを材料層を次々と作成する製造プロセスです。 SLS vs FDM テクノロジー SLS と FDM は同じ製造技術を使用しているため、両者を比較対照して類似点と相違点を特定する必要があります。 選択的レーザー焼結印刷プロセスでは、レーザーを動力源として使用して、粉末材料を焼結し、固体の 3D モデル構造に圧縮します。 仕組み SLS プリンターは、3D モデルで定義されたパーツにレーザーを向けます。レーザーは粉末材料を
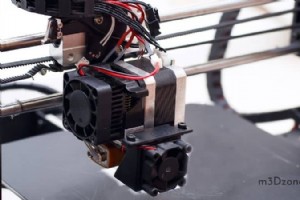
フィラメントのランアウトから 3D プリント ファイルを作成したことがある場合は、それがいかに苛立たしいものであるかを理解できます。 3D プリントでは、加熱すると燃えるのではなく溶ける熱可塑性フィラメントを使用します。 プリンターの収集ポイントには、フィラメントを供給し、その融点まで加熱された後、金属ノズルから絞り出される加熱チャンバーが含まれています。 その構成は、供給、溶融、および押し出しです。 ここでフィラメント振れセンサーの出番です。 未充填のスプールがあると、センサーはすぐにプリンターの内部プロセッサーにメッセージを送ります。 フィラメント センサーが必要な理由 フ

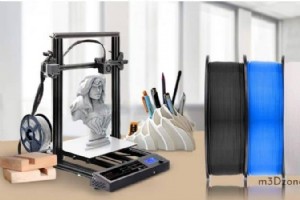
PLA と ABS は、3D プリントで最も一般的に使用される 2 つの材料です。 PLA はサトウキビやコーンスターチなどの有機資源から製造されるため、ABS よりも生分解性が高くなります。 PLA と ABS の 3D プリントの違い また、PLA は反りが発生しにくいため、大きなプリントに適しています。ただし、PLA は ABS ほど強くなく、プリンターが詰まる可能性があるため、印刷が難しい場合があります. 一方、ABS は石油由来であるため、PLA ほど環境に優しくありません。ただし、PLAよりも強度があり、熱に強いため、機能部品に向いています。融点が低いため、印刷も容易です。
ABS (アクリロニトリル ブタジエン スチレン) フィラメントは、3D プリントで使用されるプラスチックの一種です。 PLA (ポリ乳酸) フィラメントよりも強度と耐久性に優れているため、高い強度と耐久性が求められるプリントに最適です。 ただし、ABS フィラメントの最適な温度範囲は、使用するプリンターと押出機の種類によって異なります。 このブログ投稿では、ABS の最適な温度範囲を探り、最適な結果を得るのに役立つヒントをいくつか紹介します。 最適な ABS フィラメント温度は何度ですか? ABS プリント フィラメントは融点が比較的低いため、他の素材よりも低い温度でプリントできま
3Dプリント