工業製造

少し前ですが、久しぶりにフィラメントカラーでプリントしてみました。驚いたことに、フィラメントは何度も壊れ、結果として得られるプリントの全体的な品質は圧倒的なものでした.言うまでもなく、保管中にスプールを適切に保存することについてはあまり考えていませんでした. PLA フィラメントがもろくなったのはなぜなのか、疑問に思っているかもしれません。 PLA は吸湿性フィラメントであるため湿気にさらされると脆くなる可能性があります。つまり、湿気を吸収しますが、UV 放射 (太陽光) にさらされるとさらに損傷し、変色して脆く弱くなります。 、簡単にスナップできます。これを避けるために、適切な保管をお勧め
3Dプリンティングについて考えると、最初に頭に浮かぶのは、押出機が3つの直交する軸に沿って移動しながらプラスチックを溶かして固体オブジェクトを形成する機械です。非常に単純なように見えますが、このテクノロジーを深く掘り下げていくと、これが発生する方法を決定する無数のパラメーターがあることがすぐにわかります。 モデルのタイプに応じて、撤回設定によってプリントが作成または破損される可能性があります。 Ender 3プリンター(またはBowdenタイプのマシン)を所有している場合は、次の撤回設定が確実に役立つことがわかります。 ボーデンタイプのプリンタであるため、エンダー3は引き込み距離を長くする

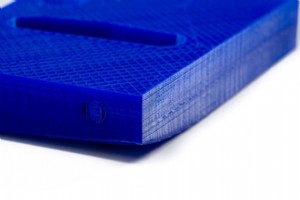
印刷時に、モデルにひびが入ったり、レイヤーが分離したりしていませんか?これは一般に層の分離または層間剥離と呼ばれ、基本的には層の接着が不十分なために発生します。 この記事では、層の剥離とは何か、それが起こる理由、およびそれを解決する方法について説明します. それでは、早速始めましょう! 層の剥離または分離、それは何ですか? FDM 3D 印刷は、オブジェクトをレイヤーごとに構築することで機能し、最後のレイヤーが前のレイヤーの上に印刷されます。層の接着が十分に強くない場合、パーツが割れたり、別の場所で分離したりして、プリントの外側に切れ目やひびが見られることがあります。 これは、冷却時

私が3D印刷を始めた理由は、自分でRCカーを作って、できるだけ多く印刷できるようにするためでした。そのため、タイヤからTPUを印刷する方法を検討し始めました。適切に、ある種のゴム状または柔軟な材料で作られている必要があります。 Ender 3でTPUを印刷することは間違いなく実行可能であり、取得する特定のTPUフィラメントとその柔軟性に応じて、ストック構成で確実に印刷できますが、より柔軟なTPUが使用されるため、これはある程度までしか可能ではありません。押出機のギアに引っかかってしまいます。 この記事では、Ender 3でTPUを印刷する方法について、ストック構成で印刷をやめることができ、
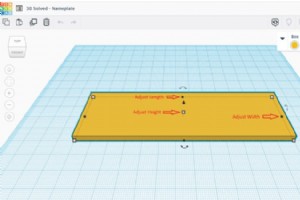
3D プリントを使用すると、あらゆる種類のクールなものを作成できます。その中には、名前やロゴの 3D 文字を作成する機能があります。この記事では、3D モデリング ソフトウェアを使用して目的のテキストをデザインし、3D プリントする方法を紹介します。 推奨されるスライサー設定と、コンピューターでタイプされたテキストと手書きのテキストの両方を 3D プリントする方法についてのウォークスルーも提供します。プロセスは非常に簡単で、完了するのにそれほど時間はかかりません。 テキストを印刷するための 3D モデリング ソフトウェア 希望のテキストを 3D プリントするには、3D モデリング アプリ

私たちは皆、品質と速度の両方の観点から、3Dプリントモデルを最大限に活用したいと考えています。問題は、ほとんどの場合、品質と速度が密接に関連しておらず、品質と速度の間のスイートスポットを見つけるには、すべてのプリンタとフィラメントタイプで試行錯誤が必要です。 この記事では、印刷速度が印刷品質に与える影響、最も一般的な問題、および最適な設定を見つける方法について説明します。 印刷速度は印刷の品質に影響しますか? 多くの場合、印刷速度は印刷品質に大きな影響を与えます。経験則として、遅い印刷速度はより良い品質の印刷を生成します。印刷品質を損なうことなく高速印刷時間を実現することは可能で
ABS は、Ender 3、Pro、または V2 で適切に印刷する方法を学ぶのが最も難しい素材の 1 つです。これは主に、密閉型プリンターではないという事実によるものです。 ただし、いくつかの設定を調整し、いくつかのトリックを使用してベッドの接着を改善することで、Ender 3 に ABS を印刷することができます. 短いバージョンは次のとおりです:Ender 3 で ABS を印刷するには、印刷温度を 230°C から 240°C に設定し、ベッド温度を 100°C に設定し、パーツの冷却ファンをオフにして、接着剤を塗布する必要があります。接着力を高め、反りを防ぐために、ビルドの表面に貼

3D印刷を始めるときに学ぶのに時間がかかることがあるとすれば、目前のトピックと非常に密接に関連しているベッドを水平にする以外に、プリントがベッドにくっついて剥がれないようにすることです。途中です。 この記事では、私自身の印刷経験からいくつかのヒントを提供します。いくつかはより一般的で、いくつかはニッチであり、問題なく印刷をベッドに貼り付けるのに役立ちます。 それで、これ以上面倒なことはせずに、始めましょう! Ender 3で高品質のプリントを作成するための理想的な設定を見つけるために、試行錯誤を繰り返す必要がない場合は、特別に調整された独自のCuraプロファイルを必ず確認してくださ

3D プリント愛好家として、私は常に自分のプリントの品質をあらゆる方法で向上させようとしています。この記事では、「アイロンがけ」と呼ばれる非常に優れたスライス機能を紹介します。これにより、3D プリントされたオブジェクトの上面を滑らかにすることができます。 プリントの美しさを向上させたい場合は、もう探す必要はありません! アイロンがけは何をしますか? アイロンは、Ultimaker のスライサー Cura によって最初に導入された機能です。今日の時点で、市場で人気のあるすべてのスライサーで取り上げられています.アイロンを使用すると、印刷が完了したときにノズルを熱く保ち、仕上げ面の上を移動

その塩に値するすべての3D印刷愛好家が知っているように、インフィルはオブジェクトの品質、強度、および印刷時間の非常に重要で不可欠な側面です。 場合によっては、オブジェクトの印刷に多くの時間、電気、フィラメントを浪費して、インフィルが実際にモデルのシェル(または壁)に接触していないことを確認し、インフィル構造を役に立たないものにすることがあります。 この記事では、この問題を引き起こす可能性のある理由とその解決方法について説明します。一言で言えば、3Dプリントされたオブジェクトのシェルや壁にインフィルが触れない原因は何ですか? 壁やインフィルが触れないのは、押し出し不足が原因である可能性があ
3D プリントを始めたばかりで、プリントするのが最も簡単なフィラメントである PLA を購入しました。次に、3D プリンターの印刷ベッドを加熱できることに気付き、「PLA で加熱ベッドを使用する必要があるかどうか」と考えます。 それで、これが今日私が答えるものですが、いくつかの要因に依存するため、厳密に「はい」または「いいえ」の答えではありません. それでは、早速始めましょう。 PLA には加熱ベッドが必要ですか? PLA は適度に低い温度で印刷されるため、反りのリスクが低くなります。ほとんどの場合、加熱されたベッドなしで印刷できますが、ベッドの温度を上げると、第 1 層の接着が向上し、
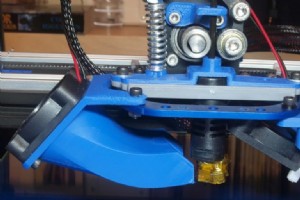
3Dプリンターを所有していて、少なくとも1回使用したことがある場合は、レイヤーファンの重要性をご存知でしょう。この小さなコンポーネントを適切に構成すると、印刷の結果が左右されます。言うまでもなく、必要なときに使用できるように作業層ファンを用意する必要があります。 現在レイヤーファンに問題がある場合は、適切な場所に来ています。この問題の原因となる最も一般的な原因を段階的に説明し、簡単に解決します。では、なぜレイヤーが3Dプリンターで機能しないのですか? 3Dプリンターのレイヤーファンは、スライサーの印刷パラメーター、マシン構成、ハードウェアの問題、またはフィラメントなどの外部オブジェクトが
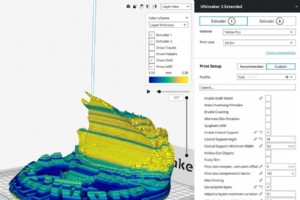
印刷品質を犠牲にすることなく印刷時間を改善したい場合は、アダプティブ レイヤーを使用した印刷を検討することをお勧めします。 おい!しかし、アダプティブレイヤーとは何ですか?」あなたは尋ねるかもしれません。この記事では、それらが何であるか、どのように機能するか、さらに良い結果を得るために独自のプリントに実装する方法について説明します. 要するに; アダプティブ レイヤーを有効にすると、可変レイヤーの高さを使用して印刷できます。つまり、プリンターは印刷中にレイヤーの厚さを増減して、オブジェクトの形状に応じて、より滑らかまたは粗い仕上げを実現します。このように、滑らかな仕上げが必要なセクションは
3D印刷の世界に入ると、まず、作品の出力品質とプリンターの移動速度の逆の関係について学びます。これは、押し出しの移動速度が遅いほど、一般的に見栄えの良いオブジェクトが得られるという単純な事実に他なりません。 時間が経つにつれて、特定の目的のために望ましい結果を得るために微調整できるパラメータについても学びます。移動速度に関連する2つの重要な設定は、ジャークと加速です。それらはより微妙で単純ではありませんが、驚くほど重要であり、私たちのプロジェクトを成功または失敗させる可能性があります。 ジャークは、プリンターが加速パラメーターを完全に無視し、ジャーク設定で定義された速度に直接進む速度範囲

3d プリント コミュニティのほとんどの人は、オブジェクトの全体的な品質を向上させる方法を常に探しています。印刷の成否を左右する最も一般的な問題の 1 つは、上面の品質です。これらの問題を修正したいと思うのは当然のことかもしれません。この記事では、これらの問題について説明し、最も簡単な解決策について説明します。 最上層の表面品質を向上させるには、スライサーのパラメーター設定が不適切なために発生するピローイングや穴を取り除く必要があります。両方の問題を解決する最も簡単な方法は、インフィル密度を増やすか、最上層の厚さを増やすことです。最上層の美しさをさらに向上させるために、アイロンがけを有効にす
この記事にたどり着いた最も可能性の高い原因は、現在フィラメントを適切に供給することができない3Dプリンターを使用していることです。それでは、このイントロを短くして、次の質問に直接答えましょう。現在フィラメントを供給していない3Dプリンターをどのように修正しますか? 3Dプリンターがフィラメントを供給しない原因となる主な原因は、押し出し経路に沿った詰まり、PTFEチューブの損傷、不適切な引き込み設定、不要なフィラメント張力、押し出し温度が高すぎる(または低すぎる)、ノズルの詰まり、または摩耗です。ドライバーギア。 それぞれの原因に個別に対処しないと、この問題のリストはあまり役に立ちません。そ

3D プリントを始めたとき、最初は 3D プリントについて知っておくべきことはほとんどすべて知っているような気がしました。その後すぐに、ダニング・クルーガー効果で説明できるように、私は実際には主題について非常に表面的で弱い把握しかできていないことを知りました.それぞれが独自の要件を持つ複数のパーツを必要とする最初の機能オブジェクトを印刷したとき、謙虚な経験が起こりました。それが、さまざまな熱可塑性樹脂とそのさまざまな特性について読み始めたときです。 そのため、この記事では、典型的な RC の共通部分と推奨されるフィラメントの種類について説明します。 RC に推奨されるフィラメントは、オブジ

最近3D印刷の世界に入ったかもしれませんが、フィラメントの2つの標準化された直径があることをまだ知りません。また、10年前に最も使用されたフィラメント径が3mmのときに自分で機械を作った人から中古プリンターを購入した可能性もあります。いずれにせよ、両方の直径が市場で入手可能であることを知っておくと便利です。彼らの長所と短所を知ることは、3Dプリンターの購入を計画しているかどうかを判断するために重要です。 現在の標準は1.75mmフィラメントですが、多くのメーカーは依然として3mmフィラメントを製造しています。どれが最適かについての意見はすべてのフレーバーで出てくるので、それぞれについて学び、

しばらく 3D プリントをしている場合は、モデルの不完全さに対処することに慣れているはずです。時間が経つにつれて、問題の考えられる原因とその解決方法を教えてくれる第六感も発達しました。トラブルシューティングの超能力を開発中の場合、この記事はテイラーが作成したものです! この記事では、印刷の最初のレイヤーの波紋を処理するための最も一般的な問題と考えられる解決策について説明します.一緒に読んで詳細に進んでください。主なキー ポイントは次のとおりです。 プリントの最初のレイヤーの波紋は、通常、最初のレイヤーの高さまたはフローが不適切である、ノズルが印刷ベッドに近すぎる、不均一な (つまり不適切な

多くの場合、3Dプリンターは十分に調整されており、高品質基準で非常に見栄えの良いオブジェクトを印刷する準備ができていると比較的確信できます。突然、しばらく使用されていないフィラメントのスプールで新しいオブジェクトを印刷することにしました。驚いたことに、結果は通常の期待をはるかに下回っています。 それで、フィラメントのスプールが悪くなり、その特性を失う可能性がありますか?この問題の最も可能性の高い原因は何ですか? フィラメントをシリカゲルの入った密閉容器に保管しないと、水分を吸収して脆くなります。また、紫外線にさらされるとフィラメントがもろくなり、壊れやすくなります。また、スプールが壊れやす
3Dプリント