工業製造

これら 2 つの伝統的な方法には多くの共通点があります。たとえば、どちらも UV 光を使用して液体樹脂を硬化させる積層造形プロセスです。また、方法に多少の違いはありますが、どちらもレイヤーごとに印刷します。では、両者は正確にどのように異なるのでしょうか?また、どちらをどのような場合に使用するのでしょうか?調べてみましょう。 PolyJet の定義と SLA との比較 2000 年に Objet-Geometry によって最初に開発された PolyJet 3D プリンタは、インクジェット プリンタと非常によく似た動作をします。ただし、PolyJet は液体インクを滴下する代わりに、フォトポリマ

3D プリントからサポートを除去する方法に関する 10 のステップは、サポートの配置、ツールの選択、除去時の制御された力を明確に理解することから始まり、各ステップはよりきれいな表面仕上げとより強力な最終構造に貢献します。 3D プリントからサポートを除去する 10 の各ステップにより、効率的な取り外しテクニックをユーザーに案内することで、より滑らかな表面仕上げが保証され、準備プロセスが向上します。 たとえば、接触面積が小さい部品は、力が加わると応力が集中して破損しやすくなります。これは、損傷を避けるためにサポートを取り外す際に慎重な取り扱いとバランスのとれた圧力が必要であることを示しています

SLA の定義と FDM との比較 光造形は、フォトポリマーベースの 3D プリンティング技術です。 1980 年に児玉英夫によって初めて発明されましたが、1986 年にチャールズ ハルによって商品化され、特許を取得しました。このプロセスは、UV レーザーを走査ミラーに照射することによって機能します。ミラーは、部品の単一層の断面をトレースするパターンでレーザー光を照射します。次に、このレーザーは、レーザーが固体表面に当たる場所 (ビルド プラットフォームまたは前の層) にある感光性材料を重合させます。各層が重合した後、通常、ビルド プラットフォームは上方に移動し、部品が液体から成長するように

属性 SLS DMLS 属性 一般的なレイヤーの高さ SLS 100 ~ 120 ミクロン DMLS 30~40 ミクロン 属性 一般的な公差基準 SLS ± 0.015 インチまたは ± 0.002 インチ/インチのいずれか大きい方* DMLS 最初のインチは +/- 0.005 インチ、その後の各インチは +/- 0.002 インチ 属性 一般的なビルド ボリューム SLS 330×330×580mm DMLS 250×250×250mm 属性 推奨される最小フィーチャ サイズ SLS 1mm DMLS 0.5mm 属性 部品にはサポー

メーカーにとって、引張強さは、製品に適した材料を選択する際に最初に必要となるものの 1 つです。この記事では、それが正確に何であるか、他の同様の仕様との違い、および計算方法について説明します。 引張強度とは何ですか? 材料の引張強さは、材料が永久に伸びたり破損したりする前に、特定の領域にどれだけの荷重または引っ張り力がかかるかを示します。降伏強度は材料が元の形状に戻れなくなるほど伸び始める直前の点ですが、引張強度は材料が破断する点です。スチールのような材料は高い引張強度を持っていますが、輪ゴムはスケールの一番下にあります。 たとえばバネのように、予測可能な方法で伸びる材料の場合、加えられ

3D プリントに関して制限されるのはあなたの想像力だけです。今日では、「 何ができないのか」という質問をするのが簡単になりました。 このプロセスを使用して印刷しますか?生産できるものの長く終わりのないリストを列挙するのではなく。 3D プリンティングでは、単純なツールを作成したり、本格的な建築モデルを作成したり、補綴物を作成したりすることもできます。 すべての印刷ニーズが同じというわけではなく、実際にはかなりの数の方法から選択できます。たとえば、Xometry では 9 つの独自の 3D プリント プロセスを提供しており、さらに追加することを常に目指しています。これらのプロセスにはそれぞれ

SolidWorks パーツ ファイル (SLDPRT) から標準テッセレーション言語 (標準トライアングル言語とも呼ばれる) (STL) への変換は、SLDPRT を STL に変換するプロセスであり、詳細なパラメトリック モデルからデジタル マニュファクチャリングに適したメッシュベースのジオメトリへの直接パスを作成します。 SLDPRT ファイルから STL への変換は、機能豊富な SolidWorks 部品を三角曲面形式に変換し、迅速な見積り、自動製造性チェック、合理化された生産ワークフローをサポートします。 SolidWorks から STL へのコンバータは、高速処理のために軽量メッ

始める前に 一般的にはしないことをお勧めします。 変換 STEP ファイルを製造用に STL に変換します。 STEP ファイルには本質的に、単位やソリッド データなどのより有用なデータが含まれています。製造側では、STEP ファイルを使用して印刷用の高解像度メッシュ ファイルを作成し、最高の印刷品質を保証できます。 STEP ファイルは通常、CNC 加工などのサブトラクティブ製造プロセスにも必要です。 Xometry では、STEP ファイルは 3D プリント、機械加工、シート切断などを含むすべての基本をカバーします。したがって、当社のサービスを使用する予定がある場合は、ファイルを変換
圧縮永久歪みは、圧縮、熱老化、荷重解放、および回復後にエラストマーに残る永久変形を表し、この概念はゴム シール、シリコーン ガスケット、熱可塑性ポリウレタン (TPU) パッド、およびフォーム クッションに直接適用されます。圧縮永久歪みは、加えられたたわみに対する未回復の厚さの割合として測定され、値が低いほど弾性回復が強いことを示します。米国材料試験協会 (ASTM) D395 は、一般的な試験条件 (25% のたわみ、22 時間のエージング、70°C ~ 150°C、標準実験室温度での 30 分の回復期間) を定義しています。 100°C で圧縮永久歪みが 12% のゴムコンパウンドは、

ステレオリソグラフィー (STL) ファイル形式は、外面を記述する三角形メッシュとしてオブジェクトを使用する 3D モデル ファイル タイプです。 STL ファイル形式は、印刷可能なジオメトリを CAD またはモデリング ソフトウェアから積層造形に使用されるスライシング プログラムに転送します。このファイルには表面ジオメトリが保存され、通常は材料定義、テクスチャ、アセンブリ、公差、および CAD フィーチャ履歴が除外されますが、ソフトウェア拡張機能は非標準またはベンダー固有の拡張機能の基本的なカラー データをサポートします。 STL ファイル形式では単位が定義されていないため、異なる測定システ
3D プリント用の OBJ ファイル形式は、積層造形用のスライス ソフトウェアにポリゴンベースのジオメトリを転送するために使用される、サポートされている 3D メッシュ標準です。 3D プリント用の OBJ ファイル形式は Wavefront Technologies から生まれ、頂点、面定義、およびオプションのデータ (法線と UV テクスチャ座標) を保存するため、一般的な交換形式になりました。 OBJ モデルはスライサーにインポートされ、そこでメッシュが分析され、必要に応じて修復され、FDM、SLA、または SLS プロセスのレイヤーとツールパスに変換されます。 OBJ ファイルは M

10 3D プリンティングの用途には補綴物、自動車部品、航空宇宙部品があり、GE アビエーションのジェット エンジン部品や NASA のスペアパーツ製造などの用途により、業界 (航空宇宙) 全体にその変革的影響を浮き彫りにしています。 3D プリンティングは、他の多くの分野 (ヘルスケア、消費財、ファッション) で進歩しています。製造における 3D プリンティングは、材料の無駄を削減し、長いセットアップ時間を排除し、少量生産、カスタム生産、および複雑な生産アプリケーションにおける生産効率を向上させます。 3D プリントによるプロトタイピングは、コンセプトからモデルへの変換を加速し、開発サイクル

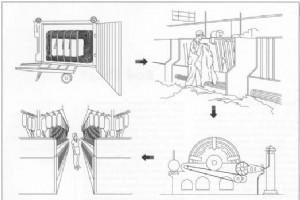
インクジェット技術は、2D プリンタで使用するために最初に発明されました。この方法では、さまざまな色のインクの小さな液滴をページ上に配置して画像を作成します。インクジェット技術の 3D 印刷バージョンは、2D バージョンと大きな違いはありません。異なる色またはフォトポリマー材料の複数の液滴をビルド プラットフォーム上に配置し、UV 光を使用して「印刷された」層を硬化します。このプロセスは、パーツ全体がレイヤーごとに印刷されるまで繰り返されます。 ポリジェット印刷はインクジェット印刷の一種です。同じ種類の材料と同じ種類の硬化プロセスが使用されます。 Polyjet マシンは、他のテクノロジー
「3 次元 (3D) プリンターのキャリブレーション方法」では、予測可能な寸法精度を達成するために、モーション コントロール、押し出し速度、熱安定性を調整する構造化されたプロセスを定義します。 3D プリンターには、約 0.02 ~ 0.10 ミリメートル (mm) の範囲でのベッド レベリングの均一性、100 mm の指令長さでの押出精度、20 mm キャリブレーション キューブを使用した軸スケーリング、摂氏 ±0.5 ℃ ±0.5 ℃ ~ ±2 ℃ の範囲内に維持される比例積分微分 (PID) の温度安定性の体系的な検証が含まれます。まず、加熱ベッドを通常の動作温度(例:PLA ホットエン
SketchUp® Free および SketchUp® Pro は、特に 3D プリントの分野で、さまざまなユーザーのニーズと熟練度レベルに応えるために作成されています。 SketchUp Free は、人気のある 3D モデリング ツールの Web ベース バージョンです。これは、3D デザインの世界に足を踏み入れようとしている初心者や愛好家にとって、優れた出発点です。 SketchUp Free を使用すると、ユーザーは個人使用の目的でオンラインで 3D モデルを無料で作成できます。一方、ユーザーフレンドリーなインターフェイスと必須ツールセットを備えた SketchUp Pro は、プロ
PLA の定義と PLA+ との比較 PLA の定義と PLA+ との比較により、機械的強度と印刷の容易さにおける重要な違いが強調され、ユーザーが 3D 印刷のニーズに最適な材料を選択できるようになります。 PLA は最もよく使用される熱可塑性プラスチックの 1 つです。 PLA は、石油ベースの他の熱可塑性樹脂とは異なり、天然資源 (トウモロコシまたはサトウキビ) から抽出された乳酸モノマーから作られています。ポリ乳酸は、1845 年にテオフィル ジュール ペルーズによって重縮合によって初めて合成されました。ウォレス ヒューム カロザースと彼のチームは、1932 年に PLA をポリマー材

PLA と ABS は一般的に使用される 2 つの 3D プリンティング フィラメントですが、主要な領域 (強度、使いやすさ、耐熱性) が異なります。アクリロニトリル ブタジエン スチレン (ABS) は、ポリ乳酸 (PLA) よりも強く、耐衝撃性に優れています。 ABS は、強度と耐久性の点で、機械的ストレスにさらされる部品 (自動車または工具部品) に最適です。 PLA は、耐熱性の点で強度が優先されない装飾品や非機能品に適しています。 ABS はガラス転移温度が高いため、歪むことなく高温に耐えることができます。 PLA は耐熱性が低く、熱により変形するため、高温での用途には適していません
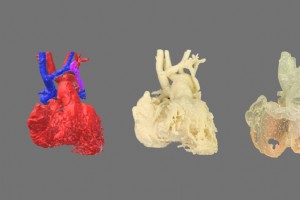
広範囲にわたる 3D フィラメントが存在するということは、可能な用途は無限であることを意味します。さまざまな業界で使用されている興味深いアプリケーションを詳しく見ていきます。この記事では、医療用途、ロボット工学、金属を使用した 3D プリント、ファッションについて取り上げます。 3D フィラメントの可能性は私たちの想像をはるかに超えています。この記事では、医療用途、ロボット工学、3D 金属フィラメント、ファッションなど、3D プリンティングの新たなイノベーションで波を起こしている、最近注目を集めているアプリケーションを紹介します。 バイオモデルの驚異 もちろん、どんな手術にも特有の

3D プリンタをお持ちの場合、フレックス フィラメントはプリントにいくつかのユニークな利点をもたらします。この記事では、当社のポートフォリオの中で最も柔軟なフィラメントである TPU に焦点を当てます。その特性、印刷方法、この素材によって可能になるさまざまな用途を見てみましょう。 フレックス フィラメントを使用した印刷は怖いものではなく、さまざまな用途への扉が開かれます。私たちは、最も柔軟なフィラメントである TPU、その印刷方法、および Zoles や Nissan などのメーカーで見てきたいくつかの興味深いアプリケーションに焦点を当てています。 フレックス フィラメント TPU

PLA フィラメントが脆くなる兆候、その理由、およびこの問題の解決策を見ていきます。また、PLA 印刷を最高の状態に整えた後に検討できるさまざまなアプリケーションについても説明します。 脆い PLA フィラメントを解決する秘密をお探しですか?これ以上あなたを不安にさせてはいけません…この問題が発生している場合、すべてはこの資料を正しく保管することに帰着します。この問題を早期に発見する方法、解決方法、そしてこの 3D プリント素材に適したアプリケーションについて詳しく見ていきましょう。 素材の損傷による症状 次のインジケータは、スプールが損傷していることを示しています。 素材の表面
3Dプリント