

工業製造

生体適合性 特定の材料が、使用される生物学的環境に対して適切な反応を示す能力です。生体適合性という用語は、主に、人体の内部組織および体液との直接、短時間、または長時間の接触を目的とした医療材料に適用されます。 医療および歯科部門向けの 3D プリント 、特定の特性を持つ材料 生体適合性など 医療環境用部品の製造に不可欠な、ますます重要な役割を果たしています。 . 3D プリントの分野で生体適合性について話すときは、生体適合性材料または生体材料が何であるかを理解し、これらの材料を処理するために最適化または認定された機器を使用する必要があることに留意することが重要です。 生体適合性材料または生

多くの 3D プリンター コンポーネントには 12 V と 24 V の 2 つのオプションがあり、3D プリンター自体も同様です .この特性は、エクストルーダー、ホットエンド、またはこれらのコンポーネントを交換するなど、3D プリンターにアップグレードを行う場合に留意する必要があります。 しかし、それはユーザーにとって何を意味するのでしょうか? 12 V と 24 V は 電圧であり、これら 2 つのオプションで最も一般的です。具体的には、出力電圧です 3D プリンターの電源 (PSU) と関係があります。 .電源装置とは、電気負荷に電力を供給することをタスクとする装置であり、電流を受け

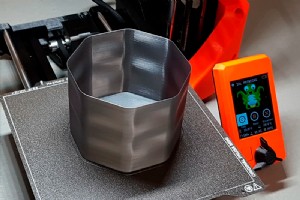
印刷ベースへの接着を決定するパラメータ La correcta adhesión entre la pieza y la base es basic para evitar fallos durante la impresión. La unión entre laprimera capa de impresión y la surfaceficie de la plataforma cumple dos funciones básicas: レイヤーのずれやプリントヘッドとの衝突を避けるために、印刷プロセス全体を通してパーツを固定位置に保ちます。 部品の冷却中に生じる応力を補償し、部品の
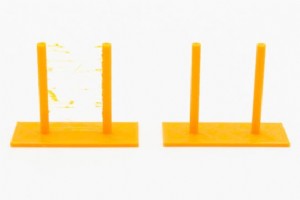
印刷中、押出機はフィラメントをホットエンドに押し込み、そこで溶融してノズルオリフィスから押し出されます。このプロセス中に、ノズル内に圧力が発生し、プラスチックがノズルから押し出されます。 ただし、押出機がフィラメントの引っ張りを停止すると、ノズル内の圧力が維持され、ノズルの内側と外側の圧力が等しくなるまで、少量の溶融プラスチックが流出し続けます。 この現象により、材料が押し出されるべきではない変位移動中に、少量の材料が出続けます .これにより、部品の表面に小さな水滴と細かい糸が現れます。 画像 1:不適切な収縮構成 (左) と正しい収縮構成 (右) の影響 出典:Filament2pr

先週、国際アディティブ マニュファクチャリングおよび 3D プリンティング フェア (Addit3D) に参加しました。 ビルバオで開催 では、プロフェッショナルな積層造形装置の最新のイノベーションを紹介しました。 他の目新しさの中で、Raise Pro3 および Pro3 Plus (人気の Pro2 および Pro2 Plus モデルの進化版) と 3D 印刷用に最適化された新しい E2CF で FDM 技術 3D プリンターの範囲を拡大した Raise3D の新しい機器を紹介しました。炭素繊維強化フィラメント。 また、Sinterit の新しい SLS テクノロジー 3D プリン

FFF 3D プリンターの基本コンポーネントの 1 つはモーターです。それらは、プリント ヘッドを配置するために必要な動作を行うことと、エクストルーダーでフィラメントを引っ張ることを担当します。 使用されるモーターはステッピング モーターで、最も一般的なタイプは NEMA 17 と NEMA 23 です。 画像 1:NEMA モーターの種類。出典:motioncontrolproducts.com 高品質のステッピング モーターは非常に高い信頼性を備えているため、モーターの故障の主な原因は通常、外部にあり、通常はパワー ドライバーまたは接続に関連しています。 ステッピング モーター

すべてのプラスチックは、高温で押し出されると、冷却中に収縮します これは 0.3 % から 4 % の間です。 冷却がスムーズで均一でない場合、この収縮により変形が発生し、反り、層の剥離、部品の寸法変形などの問題が発生する可能性があります。 素材 冷却中の収縮率 PLA 0.3 - 0.5 PETG 0.2 - 1.0 ナイロン 12 0.7 - 2.0 ナイロン 6-6 0.7 - 3.0 ABS 0.7 - 1.6 ASA 0.4 - 0.7 PP 1.0 - 3.0 ヒップ 0.2 - 0.8 PC/ABS 0.5 - 0.7

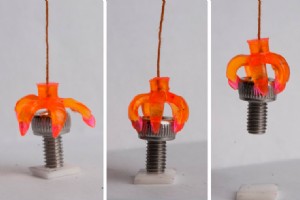
アディティブ マニュファクチャリングには、パーツのセットを 1 回のプリントでプリントしたり、スレッドなどの複雑なジオメトリをプリントしたりします。ただし、後者の場合、プラスチック製であるため、変形して寸法が失われたり、破損したりする可能性があるため、通常のアセンブリの可能性があるようにねじの設計が行われていません。 3D プリントの世界で特定の種類のパーツを製造する場合、強力なジョイントを使用して取り外し可能なパーツを作成したり、大量の要素を恒久的に結合したりする必要がある場合が数多くあります。 従来の技術を使用して製造された機械部品は、付加製造部品のサポートになります。そして、部品

FFF 印刷技術は、最も低コストの 3D 印刷ソリューションです。 信頼性が高く、正確で使いやすいだけでなく、専門家、学校、家庭での使用に理想的な技術であり、現在最も広く使用されている 3D 印刷技術です。 市場に出回っている多種多様な FFF 3D プリンターの中で、プロではないユーザーが最も高く評価しているのは、通常、Prusa、Creality、 Flashforge、または Anycubic 3D プリンターであると言えます。品質と価格の比率と使いやすさからです。 これらのプリンタのほとんどは、通常、2 つの形式で見つかります。 デカルトとデルタ 最も顕著な違いは、デザインを印刷

ホットエンドは、FFF 3D プリンターの最も重要なコンポーネントの 1 つであり、最も消耗が激しいコンポーネントです。適切なメンテナンスを行い、定期的にチェックして状態を確認することが不可欠です。 ホットエンドには、スタンドアロン (E3D V6 など) とコンパクト ヘッドに統合されたもの (Hemera、LGX FF など) の両方がありますが、すべて共通のコンポーネントがいくつかあります。 画像 1:LGX コンパクト ヘッドに統合された Hotend。出典:bondtech.se 次のコンポーネントは、すべてのホットエンドで見つけることができます: ノズル:溶融した材料が押
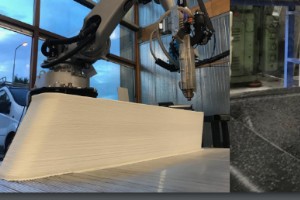
ペレット印刷 、溶融顆粒製造 (FGF) とも呼ばれます )、主に射出成形に関連していますが、特に専門的または産業的な条件下で、FDM 3D 印刷でも広く使用されています。ユーザーはカスタム ミックスを作成できます 選択したベース ポリマーと添加剤に基づく 、すべてペレットの形で。 FGF は、大判印刷およびプロトタイピングの理想的な方法論です 、およびフィラメント自体の製造 .ペレットを使用した 3D プリントには、ペレット ホッパーを備えた 3D プリンターが必要でした ペレット押出機 、高流量 Dyze Pulsar ペレット押出機 など 、ほとんどの大規模 3D プリンターと互換性があ
印刷用のファイルを準備するときは、基本的なパラメータとその仕組みを理解しておくことが非常に重要です。 今日のラミネート加工ソフトウェアで使用できるパラメーターの数は増えていますが、ソフトウェアとテクノロジーに関する深い知識がない場合は、基本的なパラメーターのみを変更することから始めることをお勧めします。 パラメータの 3 つのグループ 材料に依存するもの、印刷プロファイルを定義するもの、およびハードウェアを定義するものです。ソフトウェアによっては、それらが異なるカテゴリに表示されたり、混在して表示されたりする場合があります。 ハードウェアを定義するパラメータ 通常、これらはプリンターのノズ
パイプが自動修復できたら ひびが入ったり壊れたりした場合、または天候やユーザーの活動に応じて衣服が変化する可能性がある場合 ?自分で組み立てる家具、成長に適応する人工装具...これらは、4D 印刷技術が実現すると想定されているアプリケーションのほんの一部です。 画像 1:形状を変更する 4D プリントされた爪。出典:スカルプテオ。 3D プリント はほぼ 30 年間存在しており、まだ研究の過程にあり、新しい材料や用途を発見し、4D などの新しい技術が出現しています。 MIT 自己組織化ラボで 、彼らは 4D 印刷が一部であるプロジェクトを開発しました。その目的は、テクノロジーとデザイ

航空宇宙産業は非常に要求の厳しい環境です .継続的な摩耗、高圧および高温条件に耐えることができる完璧な要素が必要です。 絶え間ない革新があります コンポーネントが強く、耐性がありながら軽量であることを確認するための研究が進行中です 、航空機のパフォーマンスを向上させ、メンテナンス作業を容易にし、従業員の生産性を高めます。この不可欠な品質と信頼性は、商用フライトのスケジュールと予約、および軍用機の緊急性と要求される 24 時間年中無休の準備とのバランスを取る必要があります。 生産および物流チェーンで問題が発生した場合 、可用性、品質、さらには安全性 民間および軍事飛行の危険にさらされる可能性があ

静電放電は自然界でよく見られる現象です . これは、電気的短絡 (短絡)、絶縁破壊、または 2 つの帯電した物体間の接触 (静電気) によって引き起こされ、電流が急激に短時間流れます。 ESD は一般に 2 つの方法で発生します。 その 1 つは摩擦帯電です。これは、2 つの材料が接合されてから分離されるときに発生し、電位差が生じます . ESD イベントが発生するもう 1 つの理由は、静電誘導です。帯電した物体が、地面に接触していない導電性の物体の近くにある場合に発生します。 ビデオ 1. 航空における静電気放電のリスク。出典:航空機科学。 誰もが人生のある時点で ESD イベントを経

フェイスマスク、 COVID-19 の拡散に対する防御の最前線である感染性病原体の吸入と感染を防ぐために設計されたシンプルなデバイスは、世界中の何十億もの人々の生活に影響を与えています。 世界的な大流行が始まって以来、 フェイスマスクの使用は必要であり、多くの場合義務でした。しかし、フェイスマスクがこれまでに行ってきたすべての功績とは裏腹に、フェイスマスクの廃止は、より緊急の措置を支持してほとんど無視されてきた、記念碑的な生態学的課題を表しています。懸念事項 .世界中で毎月約 1,290 億個の人工呼吸器が使用されていると推定されており、そのほとんどは使い捨て用に設計されています。この個人
電子部品を含むものを 3D プリンターで作成したいと思ったことはありませんか?おそらく、センサー、導電性トレース、または無線周波数ノイズに対するシールドですか? 3D プリント用 FFF/FDM 導電性フィラメント 3D プリントとエレクトロニクスの組み合わせに関心のあるユーザー向けに設計されています。スイッチ、ポテンショメータ、LED、静電容量式タッチ センサーを統合する導電性アセンブリ...これらのおかげで、これらすべてとそれ以上のことが可能になります。 特に導電性コンポーネントの 3D プリントを可能にするために開発 、導電性フィラメントは、印刷が非常に簡単で、市場に出回っているほぼ

娯楽を通じた教育 は 50 年以上にわたって適用されてきましたが、現在、新しいデバイスやツールのおかげで学習の新しい可能性と方法を導入することで、それ自体を再発明しています。 したがって、STEAMを育成することが可能です 楽しく楽しみながら実践的かつ視覚的な学習を達成することにより、子供やティーンエイジャーのスキルを向上させます . STEAM スキルは、科学、技術、工学、芸術、数学の分野で得られるスキルです。 幼い子供の脳を刺激することは、知識が成人期よりも早い年齢でより迅速かつ効果的に習得されるため、非常に豊かで生産的です.特定のプロジェクトを実現する場合、子供や青年は実践を通じて

3D スキャナ はその潜在的なアプリケーションのおかげで広く使用されています 産業、医療、歯科、娯楽、芸術などの分野で。 最も広く使用されている 3D スキャナー 今日はストラクチャード ライト スキャナーです 三角測量スキャナー、飛行時間型スキャナー、コンタクト 3D スキャナーなど、さらに多くの種類の 3D スキャナーがありますが、優れた解像度、高精度、高速取得、低コストを組み合わせた汎用性が理由です。 オブジェクトをスキャンするときは、さまざまな要因を考慮して、ユーザーが 3D スキャナーの種類を選択したり、最適な結果を得るために追加のツールや製品を使用する必要さえあるようにする必要

そうでなければ、3D プリント 家具、インテリア デザイン、装飾部門でも活躍しています。 .さまざまな 3D プリント技術が新しい可能性と製造方法を提供 オリジナルとを備えた家具を作成することができます 革新的なデザイン . 家具を 3D プリントする利点 家具部門での 3D プリントは、デザイナーとエンド ユーザーの両方に多くの利点をもたらします。 デザイン デザイナーにとって、3D プリントは可能性の世界を開きます。この製造方法と利用可能な多種多様な素材とそれらの可能な組み合わせのおかげで 、複雑な形状の家具を作成できます これは他の製造方法では実現不可能であり、強度を低下させることな
3Dプリント





