

工業製造

クリープ変形とは、長期間にわたって一定の応力と温度下で材料が受ける時間依存の永久歪みを指します。クリープ変形は、材料が長期間荷重にさらされると発生し、応力レベルが材料の降伏強度を下回ったままであると徐々に変形します。クリープは、応力がかかったコンポーネントの長期的な性能と信頼性に影響を与えるため、材料科学、エンジニアリング、3D プリンティングにおいて重要です。 材料内のクリープを理解することは、高温環境や一般的な長期負荷がかかる用途における材料の挙動を予測するために非常に重要です。たとえば、タービン、エンジン、構造要素の金属コンポーネントにはクリープが発生し、設計プロセスで適切に考慮されて

選択的レーザー焼結 (SLS) は、部品の設計と製造方法を変革した革新的な積層造形 (3D プリンティング) 技術です。 SLS は、熱可塑性粉末を系統的に焼結させて連続層ごとに部品を構築する強力なレーザーを通じて部品を作成します。アンダーカットや内部特徴のある複雑なプラスチック部品など、他の製造方法では製造が困難な複雑なプラスチック部品も、後処理がほとんど必要なく、SLS 3D プリントで簡単に製造できます。さらに、ナイロン、ポリプロピレン、熱可塑性ウレタンなどの幅広い熱可塑性材料をすべて SLS プロセスで使用できます。積層造形 (AM) 手法として、SLS は製品開発とプロトタイピングの
選択的レーザー焼結 (SLS) は、高出力レーザーを使用してポリマー粉末 (主にナイロン) の小さな粒子を中心に集めるレーザー粉末床融合プロセスです。粉末の薄い層が供給コンテナから構築プラットフォームの上部に分配されます。ビルド チャンバーとベッド プレートは、プラスチックの溶融温度の直下まで加熱されます。これにより、レーザーによるパーツの固化が容易になります。 レーザーは、ガルボモーター システムによるミラー制御で構成されるスキャナ システムにビームを向けます。ビームは過去の断面の最初の層をトレースし、粉末を材料の融点まで加熱します。その後、粒子は一緒に焼結されます。ビルド プラットフォ
蒸気平滑化は、PETG 部品のための低労力の後処理技術であり、中程度から高い表面光沢を生成し、平滑性を大幅に向上させることができます。このプロセスは、印刷されたパーツを、制御された溶剤が豊富な雰囲気にさらすことによって機能します。溶媒は最外層のポリマー層を部分的に溶解し、表面が流動して微細な谷を埋めることができます。溶媒が蒸発すると、再凝固した表面は連続した光沢のあるフィルムを形成します。 この方法により、美的に魅力的なプロトタイプが得られ、部品の触感も向上します。ただし、平滑化中の材料の流れにより、表面の寸法精度が低下し、細部が不明瞭になる可能性があります。蒸気平滑化は、研磨された外観が必
引裂強度は、加えられる応力に対して垂直方向の破壊に抵抗する材料の能力です。これは通常、材料の端を保持しているクランプに近い拘束されていない領域に力を加えながら、引き裂きを開始するのに必要な力を測定することによってテストされます。 3D プリントでは、引き裂き強度は、3D プリント構築の特定の方法の構造強度の利点を定義するのに役立ちます。これは、FDM 印刷などの異方性構築方法に特に関係します。異方性材料は、材料のモードと方向に応じて異なる特性を持ちます。これは、木材に似た「木目」として解釈できます。木目に沿った力(つまり、構築面と主なフィラメントの方向に沿った力)は、フィラメントを互いに引き

積層造形とは、材料を追加して段階的に部品を構築するプロセスを指します。この材料には、金属、セラミック、プラスチック、フォトポリマー、さらには食品も含まれます。 ISO/ASTM は、さまざまな種類の積層造形技術をすべて 7 つのカテゴリに分類しています。 この記事では、これらの各タイプの積層造形プロセスがどのように機能するか、またその用途、利点、相違点について説明します。 1.バインダーのジェッティング Xometry によってバインダー ジェッティングによって製造されたステンレス スチール パーツ。 バインダー ジェッティングは、粉末材料の薄層に結合剤を選択的に堆積させて部品を作成する
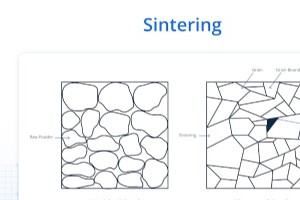
焼結では、粉末材料を加熱して圧縮して、望ましい特性を備えた固体の塊を作成します。十数種類の異なる焼結方法があり、それぞれに特別な利点と用途があります。 これには、緻密化を向上させる加圧焼結、広く使用されている技術である従来の焼結、および迅速かつ一貫した結果で知られる最先端のスパーク プラズマ焼結 (SPS) 技術が含まれます。自動車、航空宇宙、医療産業は、これらのタイプが使用されている分野のほんの一部です。 この記事では、13 の異なる焼結技術と、特定の業界で最も一般的に使用されている方法について説明します。 1.従来の焼結 「自由」または「無加圧」焼結とも呼ばれる従来の焼結では、外

表 1. 金属粉末床溶融の長所と短所 長所 短所 長所 パウダーベッドによる本質的なサポート、サポートは不要 短所 一部のメーカーは、限られた範囲の材料組成を提供しています 長所 プリンターから直接滑らかな表面 短所 高品質で高価なレーザーが必要 長所 最小層厚さは 20 µm、通常は 35 ~ 50 µm 短所 一部のシステムではビルドが比較的遅い 長所 より多孔質な部品を構築します 短所 高い残留応力は不安定な溶融プールによって引き起こされます 長所 短所 印刷された部品は、すべてのプロセスで同じように強度や弾力性があるわけではありません。 EBM

材料が経験するさまざまな応力を理解することは、それが製品であり、現実世界で圧力や緊張に直面したときにどのように反応するかを知るための鍵となります。どのように耐えられるかがわかっていれば、選択した素材について科学に裏付けられた安心感が得られ、壊れたり変形する前にどれだけ伸びたり、曲がったり、圧縮できるのかがわかります。この応力の範疇に含まれる便利な概念の 1 つは、降伏強度の測定です。これについては、今後さらに詳しく説明します。 降伏強度とは何ですか? 降伏強度は、材料が弾性変形から塑性変形に至る時期をエンジニアに伝えます。前者は反発すべき点であり、後者は元の形状または形状に戻れなくなる点です
引張応力は、材料の強度と現実世界の負荷に耐える能力を理解する上で不可欠な概念です。材料の断面積に対する伸張力の比率です。この記事では、引張応力の定義、公式、計算時の測定単位について説明します。 引張応力とは何ですか? 引張応力は、材料に作用する伸張力とその材料の断面積の比です。物体に張力を加える単位面積当たりの力です。引張応力は、標準化された材料試験で測定され、引張強度、つまり材料が破損する前に耐えることができる最大応力を示します。これは材料の選択における重要なパラメータであり、材料に伸びる力が作用するとき、言い換えれば、物体が「張力」を受けているときに発生します。 引張応力はいつ発生します
積層造形としても知られる 3D プリンティングは、CNC 加工や射出成形などの従来の製造方法では実現不可能な形状のプラスチックや金属部品の作成に使用される世界中の産業にとって、基礎となる製造プロセスとなっています。 Xometry では、9 つの異なる 3D プリント プロセスを提供しており、次のプロジェクトを構築する際に、信じられないほど多くの選択肢が提供されます。しかし、選択肢が多すぎると、どの追加プロセスが自分のプロジェクトに適しているかをどうやって素早く判断できるのでしょうか? この 3D プリンティング プロセスおよび材料設計ガイドを使用すると、部品の意図された用途に基づい

フルカラー 3D プリントとは何ですか? ほとんどの 3D プリントでは、色を実現するために単色のフィラメントか、染色や塗装などの二次処理が必要です。ほとんどの 3D プリントは単一の単色に限定されます。 PolyJet などのテクノロジーを使用して、フルカラー 3D 印刷テクノロジーを利用できます。 PolyJet を使用すると、単一のビルドで数千色を同時に再現できます。 Xometry のフルカラー 3D プリント機能により、600,000 を超える独自の色を生成できます。 PolyJet を使用すると、Pantone、RAL、HEX、CMYK、透明度、その他のカラー入力に正確または近似

ナイロンには約 50 種類ありますが、そのすべてが 3D プリントに適しているわけではありません。ナイロンはもともと繊維として設計されたものです。デュポン社の研究者であるウォレス H. カロザースは、1935 年に最初の完全合成繊維を作ろうとしていたときにこの繊維を初めて発見しました。それ以来、ナイロンはパンストから建築、自動車、さらには航空宇宙で使用される高性能部品に至るまで、さまざまな目的で使用されてきました。それについてもっと学びましょう。 ナイロン 3D プリントとは何ですか? ナイロンは、同様の組成を持つ半結晶性熱可塑性ポリアミドの一種です。これは、縮合重合と呼ばれるプロセスを通じ

Xometry では、SLA、PolyJet など、樹脂ベースのプロセスを多数提供しています。同様に、フィラメントの形で材料を使用する溶融堆積モデリング (FDM) も提供しています。これらすべてのプロセスを使用して、お客様向けのカスタム 3D プリント部品を作成できますが、樹脂を使用した 3D プリントとフィラメントベースのプロセスおよび材料の間には、いくつかの重要な違いがあります。 これらの方法には両方とも長所と短所があり、最適な方法は実行しているプロジェクトの種類によって異なります。予算や厳しい納期も考慮する必要があります。樹脂とフィラメント 3D プリンティングの違い、それぞれの長所

メーカーが複雑な形状の 3D プリント部品を作成したい場合、多くの場合、パウダー ベッド フュージョン (PBF) マシンを利用します。これらの部品は、伝統的な製造方法では製造が難しいことで知られています (場合によっては不可能です)。それについてもっと学びましょう。 粉末床溶融 (PBF) マシンとは何ですか? PBF マシンは、さまざまな業界のさまざまな用途向けに、高品質で複雑な部品を作成できる 3D プリンターです。これらは、レーザーまたは電子ビームを使用して金属またはプラスチックの粉末の層を溶解および融合させ、粉末の層から層ごとに部品を構築することによって機能します。顧客の特定の

射出成形は、安定した品質で部品を大量に製造するために使用される一般的な製造プロセスです。このプロセスには、通常は金属で作られる最終部品の形状をした金型のキャビティに溶融プラスチックを注入することが含まれます。このプロセスに詳しい人ならわかると思いますが、従来の金型作成方法は時間もコストもかかり、少量生産やカスタム部品の場合は労力を費やす価値はありません。 3D プリント金型を利用しましょう。安価で高速な代替手段は、少量生産やプロトタイピングに最適です。 1. CAD 設計を作成する まず、部品の形状、材料の選択、ゲートの位置、冷却チャネルを考慮して、CAD ソフトウェアで金型設計を作成します

3D プリントにおける充填材とは、外層間の空間を埋めるプリント部品の内部構造を指し、サポート、強度、耐久性を提供します。充填の目的は、材料効率、印刷時間、部品強度のバランスを取ることです。プリント用に選択された充填パターンと密度は、最終部品の重量、性能、コストに影響します。グリッド、ハニカム、キュービック、およびジャイロイドは一般的な充填タイプであり、それぞれの要素 (耐荷重能力、柔軟性、印刷速度) に基づいて異なる利点があります。この記事では、さまざまな充填パターン、その特定の使用例、および部品の要件に基づいて理想的な充填パターンを選択する方法を理解することに重点を置いています。読者は、この
接合部品を設計するときは、大きな部分と同じくらい小さな詳細も重要です。エッジのような非常に小さなものは、2 つの部品がどのようにスムーズに嵌合したり互いに離れたりするかを決定する大きな要素となります。これは、フィレットや面取りなどのエッジ スタイルに特に当てはまります。それぞれが独自の利点をもたらし、2 つ以上のパーツの結合と移動を大幅に改善します。 このようなエッジは 2 つの重要な機能を提供します。それは、より簡単な接合エクスペリエンスと、部品の特定の領域にかかる応力の軽減です。面取りは、斜めの斜面にカットされているため、方向の急激な変化を緩衝する必要がある場合に役立ちます。あるいは、フ

FDM の定義と FFF との比較 FDM は S. Scott Crump によって最初に開発され、1989 年に Stratasys によって特許を取得しました。これは最も初期の 3D プリンティング プロセスの 1 つです。 FDM では、一般的な製造材料と添加剤を使用して正確なモデルを作成します。ほとんどの専門メーカーは、生産品質の点から FFF よりも FDM を好みます。 FDM モデルは、FFF パーツよりも厳しい要求に適合する可能性が高くなります。 FDM は、X-Y 搬送メカニズムを使用して、温度制御された押出機を備えたプリント ヘッドを移動します。それ自体が Z (垂直
3D プリンティングは、技術的には積層造形として知られていますが、人々が考えているほど新しいものではありません。その起源は 1980 年代に遡りますが、近年では、航空宇宙、自動車、建築、教育、宝飾品、芸術などの多くの Xometry 顧客にとって人気の製造方法となっています。医学やヘルスケアの分野では、補綴物、医療機器、さらには代替臓器の製造にも見事に使用されています。 Xometry は臓器をオンデマンドで 3D プリントしたことはありません (まだ?) が、この分野には医療およびヘルスケアの顧客と協力して取り組んできたアプリケーションが他にもたくさんあります。 この記事では、医療およびヘ
3Dプリント





