工業製造

直接金属レーザー焼結 (DMLS) と選択的レーザー溶融 (SLM) 3D プリンティング方法はどちらも粉末床溶融 (PBF) のカテゴリーに分類されます。また、両方ともレーザー ビームを一度に複数使用することもあり、さまざまな金属粉末と互換性があります。このような類似点を考えると、この 2 つは混同されがちですが、一方のプリンタの価格が 100 万ドルで、もう一方のプリンタの 2 倍であることを考えると、多くの点で異なっていると言っても過言ではありません。その方法については、以下をお読みください。 DMLS の定義と SLM との比較 DMLS は、積層造形会社 EOS GmbH が所有す

FDM (Fused Deposition Modeling の略) と MJF (Multi-Jet Fusion の略) はどちらも 3D プリンティングのタイプですが、いくつかの点で異なります。この記事では、それらについてもう少し詳しく学び、長所と短所を比較し、よくある質問に答えます。 FDM の定義と MJF との比較 もともとスコット クランプによって開発され、1988 年に商業的に利用可能になった溶融堆積モデリングは、今日最も人気のある 3D プリンティング方法の 1 つです。これは、加熱されたノズルを通して細い熱可塑性フィラメントをポンプで送り込み、それを層ごとに堆積させて部品

属性 DLP FDM 属性 印刷解像度 DLP 25 ~ 300 ミクロン FDM 50 ~ 500 ミクロン 属性 大きなパーツも印刷可能 DLP いいえ FDM はい 属性 幅広い素材カラー DLP いいえ FDM はい 属性 最小機能サイズ DLP 100ミクロン FDM 1mm 属性 高強度部品の製造が可能 DLP いいえ FDM はい 属性 等方性の材料特性を持っています DLP はい FDM いいえ 属性 最小壁厚 DLP 0.1~0.3mm FDM 1mm 属性 部品にはサポート構造が必要で

伸びは、張力がかかったときに材料が伸びる測定可能な傾向です。エンジニアは、標準化された試験手順とダンベル形状の試験サンプルを使用して、特定の材料の特徴的な伸び挙動を評価します。サンプルの伸びはパーセンテージで表されます。長さの増加を元の長さで割って 100 を掛けてこの値を計算します。 伸びは材料の延性、つまり破損することなく変形する能力の尺度であるため、重要です。これは、実際のアプリケーションにおける 3D プリントされたコンポーネントの実用的な耐久性に関連するため、3D プリント可能な材料における重要な尺度です。この記事では、伸びとその重要性、および伸びの計算方法を定義します。 伸びと

溶融堆積モデリング (FDM) は、ポリマー フィラメントを使用して 3D ファイルのスライスを「描画」する 3D プリンティング テクノロジです。フィラメントを部分的に溶かすことでフィラメントを互いに結合します。 PolyJet も 3D 印刷技術ですが、変性アクリル樹脂に各スライスの「画像」をインクジェット印刷することで機能します。この画像は、プリント ヘッドに取り付けられた UV 光を使用して完全に硬化されます。 FDM と PolyJet の大きな違いの 1 つは、使用される材料です。 FDM は一般的なプラスチックのフィラメントを使用しますが、PolyJet はさまざまな樹脂を使
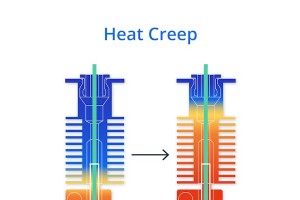
熱クリープは、熱間押し出し 3D プリンティング プロセス (FDM (溶融堆積モデリング) および FFF (溶融フィラメント製造) で発生する問題です。これは、ホットエンドからフィラメントを上昇させる熱の望ましくない移動です。これにはさまざまな原因が考えられますが、いくつかの要因が組み合わさることがあるため、よく理解されているすべての問題を評価することが重要です。この記事では、3D プリンティングにおける熱クリープを定義し、その原因を説明し、いくつかの説明を提供します。それを防ぐための解決策。 3D プリントにおける熱クリープとは何ですか? ヒートクリープは、ホットエンド全体にわたる不安
直接押出機は、追加のチューブやボーデン ケーブルを必要とせずに、FDM® (溶融堆積モデリング) または FFF (溶融フィラメント製造) マシンのホットエンド アセンブリにフィラメントを直接供給する 3D プリンタ押出機機構の一種です。これは、デスクトップ FDM® ダイレクトドライブ 3D プリンタで一般的に使用されます。直接押出機は、ステッピング モーター、駆動ギア、およびホットエンドの真上に取り付けられたアイドラー アームで構成されています。モーターが回転すると、駆動ギアがフィラメントを掴んでホットエンドに押し下げ、そこでフィラメントが溶けてビルドプラットフォーム上に層ごとに堆積します

ガントリー システムは、3D プリンター、レーザー カッター、CNC ルーターなどの工作機械用の精密モーション システムを作成するためのアプローチです。高精度モーション ガントリーを作成するためのさまざまなアプローチが重要な点で異なるため、この用語は構造の正確な定義を提供しません。ガントリー システムはポイントにも使用できます。 FDM/FFF や Desktop Metal の MetalX システムなどのアプリケーション印刷システムですが、エリアのサポートにも使用されます。 OBJET などのアプリケーション プリントヘッド、バインダー ジェッティング システム、さらには積層オブジェクト製
特定の機能を満たす部品を設計するには、材料のさまざまな特性を知ることが重要です。考慮すべき重要な特性は、材料の硬度 (デュロメーター) です。デュロメーターは、材料の硬度や、へこみや摩耗による局所的な変形に対する耐性を測定する標準化された方法です。これは、ポリマー材料やその他の非金属の硬度を説明するためによく使用されます。 硬度 (デュロメーター) は無次元の測定値です。特定の材料の硬度は他の材料の硬度と相対的なものであり、同じスケールを使用して値が得られます。さまざまな材料の硬度を定量化して比較するために、さまざまなデュロメーター スケールが開発されています。この記事では、デュロメータ、さ

Revit® と AutoCAD® は、建築家やエンジニアの作業を支援し、ワークフローを合理化するために Autodesk® によって開発された 2 つの CAD (コンピュータ支援設計) ソフトウェア アプリケーションです。どちらのパッケージもさまざまなエンジニアリングおよび建築アプリケーションに広く利用されていますが、2 つのオプションは機能が異なり、したがってその用途も異なります。 2 つの主な違いは、Revit が 3D で設計または建設プロジェクトのコンポーネントを開発、組み立て、視覚化するために使用される 3D パラメトリック モデリング ソフトウェアであることです。一方、Auto
ジェット エンジンは、空気と燃料を使用して動力を生成し、排気から推力を提供したり、プロペラやローター ブレードに接続されたシャフトを駆動したりします。ジェット エンジンは低温部と高温部で構成されています。コールドセクションには、吸気、バイパスダクト、コンプレッサー、ディフューザー、ドライブシャフトが含まれます。高温セクションは、燃焼室、タービン、ノズル、アフターバーナー、排気で構成されます。ジェット エンジンは、冷気を吸い込んで圧縮し、燃料と混合して燃焼させ、排気口から排出することで動作します。この記事では、ジェット エンジンの主要コンポーネントについてさらに詳しく説明します。 ジェット エン
溶融堆積モデリング (FDM) 3D プリンティングにおけるヒート クリープとは、押出機の高温端から押出機アセンブリの冷却ゾーンへの望ましくない上向きの熱伝達を指します。これが起こると、フィラメントが予定の溶融ゾーンよりも上で時期尚早に軟化したり、部分的に溶融したりする可能性があります。この軟化によりフィラメントが膨張し、押出機内で部分的または完全に詰まりが生じる可能性があります。熱クリープは押出機の詰まりを引き起こすだけでなく、不均一な押出、印刷品質の低下、材料の無駄を引き起こす可能性があります。これは、特に熱に弱いフィラメントを使用して印刷する場合、または不十分な冷却を使用する場合によくあ
ABS と PETG を比較すると、機械的特性、耐熱性、印刷適性、屋外適合性における明らかな違いが明らかになります。 ABS はより高い剛性、耐衝撃性、耐荷重強度を実現し、要求の厳しい機械用途や機能コンポーネントをサポートします。 PETG は柔軟性と層結合を向上させ、応力下での亀裂を軽減し、部品の一貫性を向上させます。 ABS は 100°C 付近で構造安定性を維持するのに対し、PETG は約 70°C ~ 80°C の低温で軟化するため、耐熱性は ABS に有利です。反りが少なく、層の接着力が強く、冷却時の熱収縮に対する感度が低いため、印刷適性は PETG に有利です。 ABS では、寸法
PETG 3D プリンティング フィラメントは、強度、柔軟性、適度な耐薬品性で知られるポリエチレン テレフタレート (PET) のグリコール変性バージョンです。 PETG は、3D プリンティング用フィラメントの中でも優れた耐久性と中程度から高度の耐衝撃性を備えています。このフィラメントは、穏やかな環境条件 (湿気にさらされるが長時間の UV 暴露は不可) に耐える必要がある用途 (保護筐体、機械部品、プロトタイプ、屋外部品) としてさまざまな業界で使用されています。機械的応力下でも構造の完全性を維持する能力と使いやすさにより、3D プリンティングに不可欠な素材となっています。 PETG フィ

複合材料はマトリックスと強化材を設計的にブレンドしたもので、それらが連携して個々のコンポーネントを上回る性能特性を実現します。複合材料はマトリックスに依存して材料を結合しますが、補強材によって強度と耐久性が向上し、機械的応力下での変形の制御が可能になります。マトリックスと強化材の間の相互作用により、特定の組成に基づいて複合材料の主要な特性 (引張強度、剛性、耐衝撃性、および長期疲労耐性) が決まります。複合材料の種類は、さまざまな性能ニーズを満たすように調整された機械的、熱的、環境的特性のバランスを提供します。複合システムの選択は特性 (重量、安定性、耐用年数) に影響を与えるため、複合材料は

導電性 PLA 3D プリンティング フィラメントは、ポリ乳酸と導電性フィラー (カーボン ブラック、カーボン ナノチューブ、またはグラフェン) を組み合わせた複合材料であり、導電性レベルはフィラーの種類、濃度、分散品質によって異なります。導電性ポリ乳酸 (PLA) フィラメントは、標準 PLA と同様の押出特性を維持しますが、目詰まりを避けるために慎重な校正が必要であり、その導電経路は一般的な電気伝送ではなく、低電圧または信号レベルの用途に限定されます。これはタッチ センサー、回路のプロトタイプ、静電気防止用エンクロージャの製造に使用されますが、その導電性は電磁シールドには不十分であり、金属

衝撃強度は、突然の激しい衝撃や衝撃荷重下での亀裂、破壊、または塑性変形に耐える材料の能力の尺度です。これは、突然の力に耐える材料の能力を決定する重要な特性です。大きな衝撃や衝撃荷重を受けるコンポーネントの設計は、潜在的な故障を考慮して、これらの測定値を理解するかどうかにかかっています。材料の衝撃強度は通常、IZOD 試験またはシャルピー試験を使用して定量化されます。これらは指標となる標準化されたテストであり、教材を採点するために使用されます。ただし、これらは実際の使用を表すものではなく、周期的または現実世界の負荷に関する限られた情報しか提供しません。この記事では、衝撃強度、その計算方法、その重

Xometry で私たちと協力するエンジニアは、材料の特性を知るためにさまざまな衝撃試験を使用していますが、その 1 つが IZOD 衝撃試験です。材料がどのように反応するかを判断するにはさまざまな方法があります。 IZODの場合は振り子と万力が必要です。 このテストとその重要な要素、および他の衝撃テスト (シャルピー衝撃テストなど) との比較について詳しく説明します。 IZOD 衝撃テストとは何ですか? IZOD テストは、材料の耐衝撃性、具体的には破損する前にどれだけの負荷に耐えられるかを判断する方法です。これは、ニーズに合った適切な材料を選択するのに役立ちます。ノッチ付き IZO
製造材料、特にプラスチックを選択する場合、技術データシートは選択に役立つ多くの有益な情報を提供します。熱たわみ温度 (HDT) もそのような情報の 1 つであり、圧力下で製品の形状とサイズを維持する必要があるかどうかを知るために重要です。 熱たわみ温度とは何ですか? 材料の HDT は、高温で特定の荷重がかかったときに変形し始める温度です。このような状況下でプラスチックが硬さを維持する能力を測定します。高 HDT プラスチックは高温でも剛性を維持しますが、低 HDT プラスチックはそれほど硬さを維持しません。そして、はい、これはポリマーとプラスチックにのみ関係するため、金属はこれを放置する必

1. 3D Print Hub プラグインを備えた ZBrush を入手 内蔵 3D プリント ハブを備えた ZBrush を入手して、デザイナーやアーティストにとって強力で堅牢な STL コンバーターを活用してください。 ZBrush 3D Print Hub プラグインを使用すると、ユーザーはインターネット接続を必要とせずにモデルのポリゴン メッシュを最適化できます。 2. ZBrush 3D Print Hub プラグインを選択します [3D Print Hub] を選択します。これにより、ユーザーがプログラムの機能を利用するために選択できるいくつかのオプションが表示されます。
3Dプリント