工業製造
延性破壊は、引張荷重を受けるコンポーネントの設計において重要な考慮事項です。エンジニアは通常、永久変形を避けるために、予想される最大応力が材料の弾性限界内 (降伏点以下) にとどまるように部品を設計します。ただし、応力がこの制限を超えると、材料が塑性変形し始め、最終的に延性破壊が発生する可能性があります。 延性破壊では、部品が重大な塑性変形を受け、多くの場合、破断する前に局所的な断面積の減少 (ネッキング) として見られます。この動作は、塑性変形がほとんどまたはまったくなく、警告が最小限で発生する脆性破壊とは対照的です。 この記事では、延性破壊とは何か、延性破壊がどのように発生して進行す

バインダー ジェッティングとマテリアル ジェッティングは、一見すると類似点がある 2 つの関連する 3D プリンティング テクノロジです。詳しく調べると、違いはさらに大きくなります。バインダージェッティングは、材料に適応可能なパウダーベッドプロセスです。モデルのスライスは、バブル ジェットまたはインクジェットの方法でさまざまな接着剤を噴射して、スライスの画像を印刷/接着することにより、下のスライスに接着および固定されます。 マテリアル ジェッティングでもバブル ジェット テクノロジーが使用されますが、モデル スライスはビルド テーブルに直接印刷されます。通常、変性アクリル樹脂またはエポキシが

Onshape® は、機械設計および製品設計のための幅広い機能を備えたクラウドベースの 3D CAD プラットフォームです。ほとんどの処理がクラウドで実行されるため、高性能のローカル コンピューター ハードウェアは必要ありません。 Onshape には、ネイティブの有限要素解析 (FEA) やレンダリング ツールは含まれていません。これらの機能は Onshape アドイン (拡張機能) マーケットプレイスを通じて追加する必要があり、多くの場合追加コストがかかります。 Onshape はサブスクリプション ベースの価格モデルを採用しており、通常は Autodesk Fusion® よりも少なくと

溶融堆積モデリング (FDM) は、もともと Stratasys によって商標登録された用語で、デジタル設計データから熱可塑性フィラメントを層ごとに押し出すことによってオブジェクトを構築する、溶融フィラメント ファブリケーション (FFF) として知られる 3D プリンティング テクノロジーを指します。溶融堆積モデリングは、コスト管理された装置と広く入手可能な材料を使用して、ラピッド プロトタイピング、機能部品の製造、カスタム ツールの作成をサポートするプロセスであるため、積層造形において中心的な役割を果たします。溶融堆積モデリングの主な利点には、低導入コスト、広範な熱可塑性プラスチック適合性
PET 3D プリンティング フィラメントは、積層造形に使用される耐久性と汎用性の高い素材です。 3D プリンティング フィラメントは、強度、柔軟性、リサイクル性で知られる熱可塑性ポリマーの一種であるポリエチレン テレフタレートから作られています。ポリエチレンテレフタレート(PET)フィラメントは、機械的特性(耐衝撃性が高く、収縮率が低い)に優れているため、耐久性が要求される機能部品に最適です。熱的に安定しており、耐薬品性があるため、高温や過酷な環境にさらされる印刷に適しています。一般的な用途には、自動車部品、家庭用品、保護ケースなどがあります。純粋な PET は、滑らかな表面を提供しながら、
カテゴリ マテリアルの種類 PLA (ポリ乳酸) 再生可能資源(コーンスターチまたはサトウキビ)由来のバイオベースの熱可塑性プラスチック。 PETG (ポリエチレンテレフタレートグリコール) 延性と耐薬品性を向上させるために改質された石油ベースの熱可塑性樹脂。 カテゴリ 印刷のしやすさ PLA (ポリ乳酸) 反りを最小限に抑え、温度許容範囲が広いため、初心者レベルの印刷に適しています。 PETG (ポリエチレンテレフタレートグリコール) 糸引きや接着の影響を受けやすいため、制御された設定が必要です。 カテゴリ 印刷温度 PLA (ポリ乳酸) PETG と PLA
Standard Triangle Language (STL) ファイルを Standard for the Exchange of Product (STEP) 形式に変換すると、メッシュベースのモデルがエンジニアリング ワークフローに適したソリッドなフィーチャベースの表現に変換されます。このプロセスは、表面を再構築して防水ソリッド ボディを生成する変換ソフトウェアに STL メッシュをインポートすることから始まります。 STEP ファイルを使用すると、機械加工と金型設計が可能になりますが、ジオメトリが手動で再構築されるか、高度な認識ツールを使用しない限り、本質的にパラメトリック編集はサポ
体積弾性率は、均一な圧縮に対する材料の抵抗の尺度です。全方向に均等に圧力を加えたときに材料の体積がどれだけ減少するかを表します。この特性は気体、液体、固体に関連しており、静水圧または拘束応力下で材料がどのように動作するかを評価するのに役立ちます。一般的な測定では、材料は外側への膨張を防ぐ方法で圧縮されます。その結果、圧力は材料の体積全体に均等に分散され、形状を変化させることなく体積が減少します。これは、特定の方向に変形が起こる一軸圧縮とは異なります。気体は圧縮性が高いのに対し、液体や固体は非圧縮性であると考えられることがよくあります。実際には、単に圧縮するのがはるかに難しく、顕著な体積減少を達

3D プリントをスムーズに行うには、見た目の美しさと機能性を兼ね備えた高品質な仕上がりを実現することが不可欠です。滑らかな表面は、目に見える層のラインを最小限に抑え、より洗練された仕上がりを提供することで、視覚的な魅力を高めます。このプロセスにより、印刷物は後続の後処理により適したものになります。表面を滑らかにすることで、追加の層やペイントの密着性が向上し、プリントの耐久性と機能性が向上します。最適な接着を確保するには、適切な表面処理が不可欠です。さまざまなフィラメント タイプ (PLA や ABS など) や FDM 印刷パーツでは、材料特性が異なるため、特定のスムージング技術が必要です。熱
Standard for the Exchange of Product (STEP) ファイルは、ISO10303 標準に基づいて定義された中立的なコンピュータ支援設計 (CAD) 形式を表し、その構造はエンジニアリングおよび製造ワークフロー用にソリッド ジオメトリ、サーフェス データ、編成されたアセンブリを保存します。 STEP ファイルは、さまざまな設計プラットフォーム間で寸法精度と部品階層を維持することにより、信頼性の高いデータ交換を容易にします。指定された CAD モデルから開始し、ジオメトリを検証してから、重要な機能を保持する中立的な構造にエクスポートします。 STEP ファイル

ヒート スプレッダは、局所的な熱源からの熱をより広い表面積に広げ、場合によっては二次熱交換器やヒートシンクに熱を伝達したり、重要なコンポーネントの過熱を防ぐために周囲の空気に放散したりする、熱伝導率の高い材料で作られたオブジェクトです。これらの熱放散デバイスは通常、銅、アルミニウム、グラファイト、またはダイヤモンドでできています。金属製ヒート スプレッダー、ベイパー チャンバーやヒート パイプなどの相変化デバイス、エア ギャップを埋めるための熱伝達化合物など、さまざまな種類のヒート スプレッダーが、さまざまな用途に合わせて熱伝達効率を最大化するように設計されています。ヒート スプレッダーは、コ
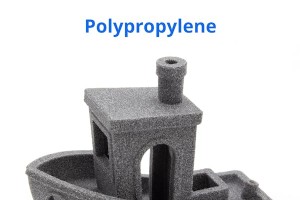
PP (ポリプロピレン) は半結晶性の熱可塑性プラスチックです。ポリエチレンに次いで 2 番目に一般的に使用されている汎用プラスチックです。特性のバランスが良く、コストが低いため、主に食品や消費財の包装に使用されます。 PP は、1951 年にフィリップス石油社の従業員である J. ポール ホーガンとロバート バンクスによって初めて合成されました。その後、ドイツの化学者カール レーンとイタリアの科学者ジュリオ ナッタの協力を得て商品化されました。彼らのポリマー立体化学の研究により、アイソタクチック ポリプロピレンの大量生産が可能になりました。 3D プリントにおける PP の使用はそれほど普
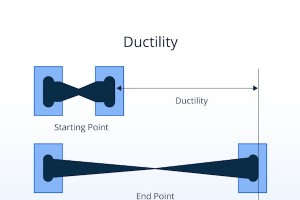
延性とは、引張応力を受けたときに破断する前に大きな塑性変形を受ける材料の能力です。エンジニアは標準化されたテストを使用して、この特性を定量化します。これらの試験では、試験片が破断するか、または規定の破壊点に達するまで、徐々に増加する引張力が試験片に加えられます。 この知識は、応力に対する材料の反応が悲惨な影響を及ぼす可能性があるエンジニアリング、製造、建設などの分野では不可欠です。正確な延性試験は、研究開発活動の一部であったり、品質保証指標として機能したり、材料が特定の用途での使用に適しているかどうかを示したりすることができます。この記事では、延性試験を定義し、その目的、用途、手順について説
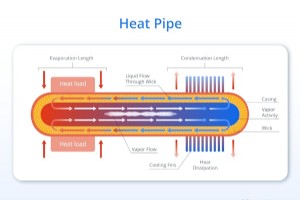
ヒート パイプは、閉ループ システムで熱を伝達するために使用される受動的なデバイスで、熱回収ユニット、宇宙船の熱制御、電子機器の冷却などによく使用されます。ヒートパイプは、芯と作動流体を含む密閉された真空チューブ内の相変化と毛細管現象を利用して熱を伝達します。チューブの材質は熱伝導率が高く、芯構造は作動流体をヒート パイプのコールド エンドからホット エンドに移動させる必要があります。 ヒートパイプ内の流体は、沸点が低く、蒸発潜熱が高い必要があります。銅配管は水と組み合わせられることが多く、アルミニウム配管はアンモニアと組み合わせられます。ヒート パイプは、HVAC システム、電子機器、航空
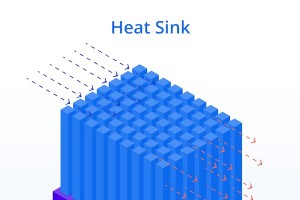
ヒートシンクは、熱源から周囲の環境に熱を伝達するために使用されるデバイスです。熱伝達は、伝導、対流、および程度は低いですが放射の組み合わせによって実現されます。ヒートシンクは通常、周囲の流体への熱伝達の表面積を増やすように設計された複数のフィンを上部に備えたベースを備えています。冷却は受動的 (自然対流を使用) または能動的 (ファンまたはポンプからの強制対流) で行うことができます。 この記事では、ヒートシンクとは何か、その仕組み、ヒートシンクを構成するさまざまなコンポーネント、およびヒートシンクの一般的な用途について説明します。 ヒートシンクとは何ですか? ヒートシンクは、熱を発生する
スライサー ソフトウェアは、溶融堆積モデリング (FDM) 3D プリンティング プロセスの基本コンポーネントであり、CAD モデルとプリンター ハードウェアの間の仲介として機能します。これがなければ、3D プリンターはデザインを解釈したり製造したりすることができません。スライサーは、通常 STL、OBJ、または 3MF ファイルとしてエクスポートされる 3D ジオメトリを、あらゆる動き、温度変化、押し出しコマンドを通じてプリンターをガイドする正確な機械可読命令 (G コード) に変換します。 この記事では、スライサー ソフトウェアの概要、その中心的な機能、および 3D プリンターでデジタル
最も一般的な 9 つの 3D プリント ファイル タイプは、各形式がモデリング、スライス、または製造準備をサポートする個別の構造を提供するため、デジタル マニュファクチャリングの基礎を形成します。各 3D プリンティング ファイル形式 (STL、OBJ、AMF、3MF、STEP、IGES、SLDPRT、PLY、VRML) には、精度、表面の詳細、ワークフローの効率に影響を与える特性があり、設計意図と製造要件の間に明確な関係が生まれます。各フォーマットは、積層プロセス全体にわたって信頼性の高いパーツ作成をサポートする異なる強みに貢献します。 光造形または標準三角形言語 (STL) は、接続され
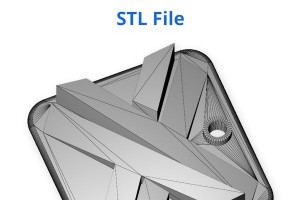
「STL から 3D プリンタへ」では、積層造形を通じて STL ファイルを物理オブジェクトに変換する基本的なプロセスについて説明します。 STL ファイルは、三角形のファセットを通じて外面を定義する幾何学的な青写真として機能し、レイヤーへのスライスに適したメッシュを作成します。 STL にはパラメトリック データがありませんが、これは本質的にレイヤーベースの構築と一致していません。これは、スライス ソフトウェアがレイヤーに変換する単純化されたサーフェス メッシュ フォーマットです。 3D プリント STL に関するガイドは、テッセレーションされたジオメトリがどのように準備され、機械命令に変換

材料が張力に対してどのように反応するか、または張力がどの程度かかるかを知らなければ、設計された製品や構造が故障し、頭を痛める可能性があります。これを回避する優れた方法は、材料の品質と材料がさまざまな応力要因にどのように反応するかを視覚的に説明する応力-ひずみ曲線グラフを使用することです。この記事では、グラフの仕組みとグラフの読み方について正確に説明します。 ストレスとは何ですか? 応力には多くの種類がありますが、エンジニアがどのような種類の応力を発見しようとしているかというと、最も単純な定義は、断面積に加えられる力の量です。これを知ることで、材料が割れたり壊れたりする前にどの程度の処理に耐え
STL ファイルと OBJ ファイルはどちらも 3D プリントおよびモデリングの分野で広く使用されている形式であり、それぞれに特定の機能と用途があります。最も一般的な STL (標準テッセレーション言語) は、三角形メッシュで 3 次元オブジェクトを記述する場合、互換性が高く、簡単です。テクスチャ、色、素材に関する情報を保存することはできません。ファイル サイズは比較的小さく、STL ファイルは単純な 3D プリント ジョブに広く使用されています。 ただし、OBJ (Wavefront オブジェクト) ファイルには、サーフェス ジオメトリ データだけでなく、テクスチャやカラーなどの追加情報も
3Dプリント