工業製造

製造の種類に関して言えば、3D プリンティングは最も印象的なものの 1 つです。その理由は、その開発の速さと、材料の噴射を含むさまざまな種類が数多く存在するためです。このレイヤーバイレイヤー法は多用途であり、幅広い材料を処理して必要な製品を正確に構築できます。このプロセスに興味がある場合は、以下でその仕組みと、マテリアル ジェッティング プリンターで実行できるマテリアルの種類を理解してください。 マテリアル ジェッティングとは何ですか? 他の多くのタイプの 3D プリンターと同様に、マテリアル ジェッティングでは、レイヤーを介してオブジェクトを構築する必要があります。ただし、層の構築方法に

SLS と SLM はほぼ同じ AM プロセスです。これらは同様のテクノロジーを利用しているため、他の AM プロセスと比較するとどちらも高価です。 SLS と SLM はどちらも、射出成形や CNC 機械加工などの従来の方法で製造された部品と同等の特性を持つ部品を製造します。したがって、SLS と SLM のどちらかを選択する場合は、印刷するパーツの最終用途と、プラスチックと金属のどちらがより優れたパフォーマンスを発揮するかを考慮してください。 SLS と SLM:テクノロジーの比較 テクノロジーとは、部品の製造に使用される機器やツールを指します。 SLS と SLM システムはどちらも、

これらの方法はどちらも 3D プリントの一種です。 SLS は選択的レーザー焼結の略で、FDM は溶融堆積モデリングの略です。これらには多くの類似点があります。たとえば、どちらも少量生産とラピッドプロトタイピングに使用され、どちらも熱可塑性材料を使用しており、概念実証の作成に最適です。しかし、他の分野では全く異なります。この記事では、これらの違いと、どちらを使用する必要がある場合について説明します。 SLS の定義と FDM との比較 1980 年代半ばにオースティンのテキサス大学で開発され、米国国防総省の資金提供を受けた SLS は、3D プリンティングの最も標準的な方法の 1 つとなり、
初心者であっても、3D プリントの設定を改良したいと考えている場合でも、3D プリンタを正しく設定することが重要です。 以下に、3D プリンタを正しく設定するためのこのステップバイステップ ガイドの 9 つのステップを示します。 1.所有しているキットを特定する まずは所有している 3D プリント キットの種類を特定することから始めます。通常、3D プリンター キットには、組み立て済み、部分的に組み立てられた、DIY プリンター キットの 3 つのスタイルを検討する必要があります。組み立て済みのキットは箱から出してすぐに使用できるため、最も簡単に始めることができます。部分的に組み立てられた

射出成形や押出成形に目を向けると、3D プリンティングがプラスチック部品の製造に大きな変革をもたらしていることがわかります。かつてはユニークな代替手段であったものが、現在では処理時間を短縮し、複雑で複雑な構造の印刷を可能にする人気のオプションとなっています。ただし、PolyJet や選択的レーザー焼結 (SLS) 3D プリンティングなど、選択できるテクノロジーの長いリストがあり、よく比較されます。 これらは、製造する部品の種類、構築原理、品質に関していくつかの類似点がありますが、かなり異なっており、念頭に置いているタスクに応じて独自の利点 (および欠点) を提供します。 PolyJet

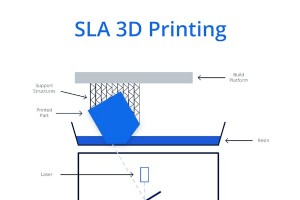
SLS が提供するもう 1 つの利点は、印刷中にサポート構造が必要ないことです。周囲のパウダーが実際にはみ出したパーツをサポートできることです。非常に迅速なため、多くのお客様が時間に制約のあるプロジェクトに使用しています。ビジネス用にこれらのプリンターの購入に興味がある場合は、多額の投資を準備してください。 SLS マシンは購入価格が高いだけでなく、大量の電力を消費するため、光熱費がかさんでしまいます。また、それらはかさばるので、オフィスや研究室にそれらを置くのに十分なスペースがあることも確認してください。 SLA と比較した SLS の利点は何ですか? SLS を使用することと SLA

PolyJet 3D プリントは、標準的なインクジェット プリンタと同様のプロセスを使用して、マルチカラーおよびマルチマテリアルのコンポーネントを作成するために使用されるプロセスです。インクジェット タイプのヘッドは、フォトポリマーの複数の液滴をビルド プレート上に配置します。 UV 光源はこの層を即座に硬化し、部品が完成するまでこのプロセスが繰り返されます。 PolyJet 印刷の主な利点は、一度に複数の色と材料を使用してパーツを作成できることです。これにより、最終製品の色や質感に正確に一致するプロトタイプの作成が可能になります。 PolyJet は、他のほとんどの 3D プリント技術よ

SLS と MJF の比較 SLS と MJF を比較すると、いくつかの共通の特性が思い浮かびます。 Xometry のシニア ソリューション エンジニアであるマット シュミット氏は、「SLS と MJF プラットフォームは非常に似ており、ナイロン 11 や 12 などの一般的な材料を処理できます。ただし、各プラットフォームの材料の処理方法にはいくつかの違いがあり、異なる結果が得られます。SLS システムはレーザー熱源を利用して粉体層材料を溶解し、より大きく局所的な加熱効果をもたらします。熱勾配が高いほど、多くの場合、機械的特性値が低くなります。一方、MJF は、より広範囲のスペクトルを持ち

焼結は、粉末とバインダーを圧縮して融合することにより、広範囲の材料から一体型の潜在的に非常に複雑な部品を形成する幅広い方法です。この部分は 2 つの段階を経ます。最初の段階では、必要な形状が弱く、統合が不十分な、大きすぎるコンポーネントになります。第 2 段階では、そのコンポーネントを焼き付けてバインダー材料を排出し、残った粒子を融合させて完全な強度の部品を形成します。このアプローチは、部品あたりのコストが低く、再現性の高いプロセスで優れた機械的特性を備えた複雑なネットシェイプ部品を製造する方法として、金属やセラミックで広く普及しつつあります。この記事では、焼結、その仕組み、焼結の種類、さまざ

ポリカーボネートは、より具体的には熱可塑性プラスチックのカテゴリーに分類されるプラスチックであり、何度も溶けて固まるという非常に優れた性質を持っています。興味深いことに、これにより、3D プリントプロセスを実行するのに十分な準備が整った素材が得られます。それだけでなく、耐久性があり、耐熱性と耐薬品性にも優れていることで有名です。 積層造形で作成するあらゆる種類の製品の潜在的な候補としてポリカーボネートに注目した場合は、このプロセスに何が必要か、またその利点 (および制限) が何であるかを正確に説明する役立つ説明を以下に作成しました。 ポリカーボネート 3D プリントとは何ですか? ポ

3D プリンティングでは、それぞれに異なる特性と用途を持つ多様な材料が利用されます。 3D プリントに適した素材を選択することは、プリントされるオブジェクトの品質、耐久性、機能に直接影響するため、非常に重要です。各素材には独自の特性と使用例があるため、各オプションの長所と短所を理解することが不可欠です。 この記事では、3D プリントに使用される最も一般的で最適な材料、その特性、およびその用途について説明します。 3D プリントに最適な素材 表 1 は、最も一般的な 3D プリント材料の長所と短所をまとめたものです。以下に、これらの 3D プリント マテリアルの簡単な説明を示します。 1.
3D プリンティング スライサーは、3D モデルを、パーツを印刷するための機械可読命令セットに変換するソフトウェア パッケージです。 3D プリント部品の成功は、正しい 3D プリント スライサー設定の選択に大きく依存します。これらの設定は、高品質の部品と、掃除が困難な絡み合ったプラスチックの違いを意味する場合があります。最適な 3D プリントのための最も重要な設定は、温度、位置、サポートの数、およびベッドの接着に影響を与える可能性のあるすべての設定です。これらの設定を誤ると、印刷が失敗する可能性が高くなります。この記事では、3D プリント部品を確実に成功させるために把握しておくべき、FDM
3D プリンティングとも呼ばれる積層造形は、世界中の産業に革命をもたらす最先端の製造プロセスです。マテリアルを削除する従来のサブトラクティブ手法とは異なり、デジタル モデルを使用してオブジェクトをレイヤーごとに加算的に構築する必要があります。 積層造形により、従来の技術では達成が困難または不可能だった複雑な形状の作成が可能になります。さらに、プラスチック、金属、セラミック、複合材料などの幅広い材料互換性を備えており、さまざまな用途に合わせて材料を柔軟に選択できます。アディティブ マニュファクチャリングは、創造的な新製品の開発の機会と、材料使用効率の向上の機会を提供します。 この記事では、積
航空業界では、航空機部品の製造に 3D プリンティング (積層造形) の採用が増えています。このテクノロジーには、材料の無駄の削減、生産時間の短縮、設計の柔軟性の向上など、いくつかの利点があります。ただし、その利点にもかかわらず、3D プリントには航空機部品の性能、安全性、費用対効果に影響を与える可能性があるさまざまな制限もあります。 この記事では、航空分野での 3D プリント コンポーネントの応用に影響を与える 9 つの主要な制限について検討します。これらには、材料の制約、規制上のハードル、設備コスト、高度なスキルを持つ技術者の必要性などの課題が含まれます。これらの問題は重大な障害となりま

属性 DMLS EBM 属性 ビームの数 DMLS 4 EBM 1 – 非常に迅速なビーム位置決め 属性 ビームパワー DMLS 400W EBM 4500W 属性 真空ビルドボリュームが必要 DMLS いいえ EBM はい 属性 レイヤーの高さ DMLS 30 ~ 40 ミクロン EBM 70ミクロン 属性 等方性の材料特性を持っています DMLS はい EBM はい 属性 印刷後に部品を冷却する必要があります DMLS はい EBM はい – 多くの場合一晩中 属性 部品にはサポート構造が必要です DMLS
積層造形としても知られる 3D プリンティングの開発は、数十年にわたる科学研究、技術革新、特許活動、商品化によって形作られてきました。これらの取り組みは、強力な機械的特性と迅速な納期を備えた、低コストで高精度の部品の製造を可能にする技術の広範な採用という形で結実しました。高品質コンポーネントの効率的な生産という、3D プリンティング プラットフォーム全体にわたる中心的な目的は一貫していますが、利用可能なプロセスと材料の範囲は急速に拡大し続けています。ハードウェア、ソフトウェア、材料科学のイノベーションにより、さまざまな業界に合わせた、より複雑で特殊なソリューションの開発が推進されています。

材料の曲げ弾性率は、エンジニアが過剰な変形を受けることなくコンポーネントが耐えられる曲げ荷重の量を定量化できるため、非常に重要なパラメータです。この特性は、安全で信頼性の高い構造要素や機械部品の設計において重要な役割を果たします。 曲げ弾性率の計算または適用におけるエラーは、構造上の破損や性能の低下につながる可能性があり、その結果、コストが高くついたり危険な結果が生じる可能性があります。したがって、エンジニア、設計者、建設者は、曲げ弾性率とは何か、その決定方法、曲げ荷重下での材料の挙動に曲げ弾性率がどのように影響するかを徹底的に理解することが不可欠です。 この記事では、曲げ弾性率を定義し、

3D プリンティングは、世界中の何百万人もの人々が楽しんでいる趣味であると同時に、幅広い部品や製品を製造できる機能的な製造技術でもあります。この需要を満たすために、さまざまなプリンタが市場で入手可能です。一般に、これらのプリンタは、特に溶融堆積モデリング (FDM) に関して、同じ基礎コンポーネントを共有します。これらの部品は、10 種類の 3D プリント機コンポーネントに分類できます。 この記事では、10 の各カテゴリに分類される 3D プリンタ パーツと、これらの 3D プリント パーツの機能について説明します。 1.マザーボードまたはコントローラーボード マザーボードはコントローラー
「教育用 3D プリンティング」には、3D プリンティング技術の学習環境への統合のあらゆる側面が含まれます。従来の教育方法を超えた実践的なアプローチを提供します。この革新的な教育形式は、創造性を育み、複雑な概念の理解を高め、理論的知識との具体的なつながりを提供するため、非常に重要です。 教室で 3D プリントを使用する利点は数多くあります。このスキルを学ぶことは、生徒の参加を増やすだけでなく、将来の成功に必要な批判的思考力と問題解決能力を生徒に与えるのにも役立ちます。この教育旅行を教室で始めるには、3D プリンター、デザイン ソフトウェア、スライス ソフトウェア、および原材料の供給が必要です
シャルピー衝撃試験は、材料が早期に破損する理由の理解を進めるために 1900 年代に初めて開発されました。シャルピー試験は、衝撃エネルギーとして知られる破壊時に材料が吸収するエネルギー量を測定し、材料のシャルピー衝撃強さを評価するために使用されます。このテストは比較的なものであり、同じ基準を使用してテストされた場合に、さまざまな材料の衝撃強さが相互に比較されることを意味します。シャルピー衝撃試験手順では、ノッチのあるサンプルを振り子で打撃します。衝撃前後の振り子の高さは、サンプルがどれだけのエネルギーを吸収したかを決定するために使用されます。この試験は、ノッチ靱性を評価するのに役立ちます。ノッ
3Dプリント



![[説明]アセットトラッキングとは何かおよび関連する質問](https://www.mfgrobots.com/article/uploadfiles/202112/2021122213470601_S.png)