工業製造

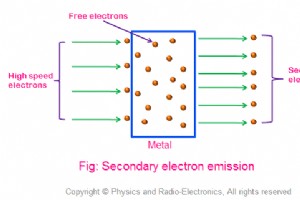
延性は、細いワイヤーや糸を破損することなく引き伸ばしたり、引っ張ったり、引き抜いたりする材料の能力を表す重要な特性です。これは主に金属に関連する特性であり、原子結合と結晶構造によって決まります。 延性の高い金属には通常、金属結合があり、構造を破壊することなく原子が互いに滑り抜けることができます。ワイヤやケーブルなどの用途では高い延性が不可欠ですが、延性が低いと材料が脆くなり、変形する前に破損する可能性が高くなります。 この記事では、延性の概要、その重要性、延性の計算方法、延性材料の例について説明します。また、化学組成、粒径、温度など、延性に影響を与える要因についても説明します。 延性とは

ヒートシンクは、コンポーネントの温度を管理するために電子機器で広く使用されています。これらは、表面積を増加させて、周囲の流体、通常は空気への熱伝達を高めることによって機能します。アクティブ ヒートシンクはファンを使用して空気の流れを増やしますが、パッシブ設計は自然対流のみに依存します。コスト、場所、冷却要件に基づいて、デバイスごとに異なるヒートシンクが必要になります。熱抵抗はヒートシンクの有効性に直接影響します。ヒートシンクを選択する際に考慮すべき 6 つの事項を以下に示します。 1.コンポーネントの熱要件を決定する 熱要件は、単位時間あたりに放散される熱エネルギーの量です。ヒートシンクを選

ホットエンドは、3D パーツを構築するために層ごとに適用される前にプラスチック フィラメントを溶かすため、FDM (溶融堆積モデリング) 3D プリンタの最も重要なコンポーネントです。ホットエンドは主に、ノズル、ヒート ブロック、ヒート ブレーク、ヒート シンクで構成されます。これらのコンポーネントは連携してプラスチックをできるだけ早く溶かし、同時に熱をヒートブロックに閉じ込めます。ホットエンドは、全金属アセンブリとして、および PTFE チューブがホットエンドの内部で使用されているがノズルの一部を形成していない金属とプラスチックのハイブリッドとして利用できます。高品質のホットエンドにより、一

木製 3D プリンティング フィラメントは、2012 年に市場に登場しました。最初のフィラメントは、Lay Filaments の創設者であるドイツの発明家、Kai Parthy によって発明されました。ウッドフィラメントは、複雑な印刷デザインに木のような表面仕上げを施すという点でユニークです。通常、その組成は 20 ~ 40% の廃木材と 60 ~ 80% のポリマーです。一般にポリマー材料として PLA (ポリ乳酸) が使用され、木材成分にはコルクや木の削りくず/おがくずなどの木材派生品を選択できます。 見た目の美しさを重視していない場合でも、木材を充填材として使用して 3D プリント
蒸気スムージングは、PLA プラスチックで 3D プリントされたオブジェクトの表面仕上げと美観を向上させるために、積層造形の分野で採用される後処理技術です。 PLA (ポリ乳酸) は、生分解性があり使いやすいため、3D プリンティングで使用される人気の熱可塑性フィラメントです。ただし、PLA プリントでは、目に見える層の線や粗い表面が見られることがよくあります。ここで、蒸気スムージングが登場します。PLA オブジェクトは溶剤蒸気にさらされ、その結果、外層が部分的に溶解します。より滑らかで洗練された外観を作り出します。 PLA を蒸気平滑化することにより、部品の美観を向上させ、表面を強化
マテリアル ジェッティングの制限は次のとおりです。 マテリアル ジェッティングによって印刷されたプラスチック コンポーネントは光に対してある程度敏感であり、高紫外線環境では劣化します。 マテリアル ジェッティング マテリアルは最も価格が高い傾向にあり、1 kg あたり 1,000 ドルを超えることもよくあります。 この機器は、購入と運用の両方にこの分野で最も高価な機器の 1 つです プリントヘッドは粘性のある硬化液を扱うため、ビルド中およびビルド後にクリア プロセスを実行する必要があります。これにより、材料の消費量と人件費が増加します。 水溶性のビルドサポート素材を使用しているため、サポート

Solid Edge と Solidworks はどちらも、3D 設計、製造、シミュレーションに使用されるコンピュータ支援設計 (CAD) ソフトウェア ツールです。前者はシーメンスによって開発され、後者はダッソー・システムズによって開発されています。これらは非常によく似たツールですが、いくつかの異なる機能があります。一般的なアプリケーション、システム要件、ユーザー エクスペリエンスなど、これらをさらに詳しく見てみましょう。 Solid Edge とは何ですか? 主にエンジニアリング業界で使用される Solid Edge には、アセンブリ設計、ソリッド モデリング、2D 製図など、多くの便利
積層造形としても知られる 3D プリンティングは、航空宇宙産業で高く評価されています。重量や抵抗の削減が大幅なコスト削減につながる業界において、航空宇宙メーカーは 3D プリンティングにより、よりコスト効率の高い方法で、より軽量で燃料効率の高い航空機を作成できるようになりました。航空宇宙産業は、主要コンポーネントの製造に 3D プリンティングを広く採用した最初の産業の 1 つであり、このプロセスにより設計と製造の境界が再定義されました。航空宇宙エンジニアは特定の 3D プリント プロセスの開発に貢献しており、3D プリントが製造プロセスとして成熟するにつれて、業界は今日もその恩恵を受け続けてい
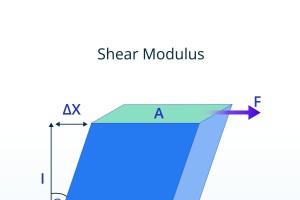
せん断弾性率の図。Δx は変位、l は初期長さ、θ は変位角、A は面積、F は力です。 これは、引張力または圧縮力による変形に対する材料の抵抗を指すヤング率 (または弾性率) とは異なります。ただし、これらの概念 (均一な力または圧力下での体積弾性率の概念と合わせて) はすべてフックの法則に由来しています。ロバート フックは 17 世紀に、材料 (彼の場合はバネ) が受ける変形はそれに加えられる力に比例すると判断しました。 せん断弾性率の概念は、19 世紀にオーギュスタン-ルイ コーシーがせん断弾性率の方程式を導き出したときにさらに発展しました。せん断弾性率を測定する実験方法は、20 世

コンピュータ支援設計 (CAD) モデリングは、ソフトウェアを使用して正確なデジタル表現を作成することにより、製品の設計およびエンジニアリングの方法に革命をもたらします。 CAD を使用すると、設計者は製造前に複雑な設計を概念化、視覚化、分析でき、開発プロセス全体を合理化できます。 さまざまな CAD モデリング技術が存在し、それぞれが特定の設計仕様や業種に適しています。これらには、2D 描画、3D モデリング、パラメトリック モデリング、およびサーフェス モデリングが含まれます。 CAD ソフトウェアは、自動車の専門家が複雑な自動車コンポーネントを設計するために使用し、建築会社が正確な建

3D プリンティング、つまり積層造形 (AM) は、世界中の歯科医院や診療所で定着しました。歯科用 3D プリンティングでは、歯科医師が部品を印刷するためのツールや固定具として、また患者が使用できる歯科用部品を作成します。これらの部品は、歯や歯科用アライナーのモデルから義歯のフルセットまで多岐にわたります。これまで、歯科医師はスキャン、放射線、歯型を使用して患者の歯の正確な画像を取得していました。これらの画像は、患者向けに特別に調整されたインプラントを構築するために使用されました。 3D プリントにより、歯科医療従事者はより特殊なインプラントを作成し、患者をより迅速に治療できるようになりま

属性 SLA DLP 属性 印刷解像度 SLA ボクセルピクセル化なしで 25 ~ 300 ミクロン DLP 25 ~ 300 ミクロン(ボクセルピクセル化あり) 属性 より大きなパーツを印刷できます SLA はい DLP いいえ 属性 幅広い素材カラー SLA いいえ DLP いいえ 属性 最小機能サイズ SLA 100ミクロン DLP 100ミクロン 属性 非常に滑らかな有機表面を生成できます SLA はい DLP いいえ 属性 高速印刷 SLA いいえ DLP はい 属性 等方性の材料特性を持っています SL

PolyJet と MultiJet (MJP) 3D プリンティングはどちらも、紫外線 (UV) 光に反応するフォトポリマーを堆積して硬化させることで部品を構築する積層造形法です。どちらも概念実証と機能プロトタイプに使用でき、複雑な部品を作成できます。その一部は歯科および医療分野でよく使用され、特に歯冠や矯正器具の金型などに使用されます。これらの共通点にもかかわらず、これら 2 つのプロセスにはいくつかの重要な違いがあり、一方は複合材料で印刷でき、もう一方は小規模から中規模の生産に適しています。どちらであるかを確認するには、読み続けてください。 PolyJet の定義と Multijet

DXF (図面交換/交換フォーマット) と STL (光造形または標準トライアングル/テッセレーション言語) はどちらも、デザインや 3D プリントで使用される従来のファイル形式です。 DXF ファイルは通常、詳細な 2D および 3D 設計を表し、CAD プログラム間でデータを正確に交換できます。一方、STL ファイルは主に 3D プリントに使用され、部品の外面 (三角形のメッシュとして行われます) を表現することに重点を置いています。一方をもう一方に変換するのは実際には非常に簡単なプロセスであり、正確な手順はもう少し下で説明します。まず、これらのファイルがどのように機能し、今日何に使用され

航空宇宙産業は、発足以来、あらゆる手段を講じて航空機の軽量化に努めてきました。 3D プリンティングは、そのような目標を達成するための比較的新しい方法です。 3D プリントされた部品は、ほぼ常に、従来の方法で製造された部品よりも迅速、軽量、安価に製造されます。これにより、航空機の内装だけでなく航空機の他のあらゆる面にも 3D プリント部品が大量に採用されるようになりました。航空機だけでなく、ロケットにも 3D プリンティングの用途があり、SpaceX と NASA の両方がロケット エンジンとノズルを 3D プリンティングしています。 この記事では、3D プリントの航空宇宙用内装コンポーネ

飛行機を離陸させるのは簡単なことではありません。パイロットが空を操縦する前に、適切な部品、コンポーネント、機能するシステムがすべて適切に配置されている必要があります。航空機の製造は複雑ですが、技術の進歩に伴い、多くのプロセスが簡素化、自動化、改善されており、特に未来的に聞こえる操作の 1 つである 3D プリンティングは、エンジニアや製造業者の負担を軽減しています。 アディティブ マニュファクチャリングが航空機製造の世界の未来を明るくする方法はたくさんありますが、以下の記事では最も印象的で影響力のある方法のいくつかを詳しく説明し、Xometry が自社の航空宇宙および防衛部品の製造に利用で

デジタル ライト プロセス 3D プリントはどのように機能しますか? デジタル ライト プロセスは通常、ビルド プラットフォームを液体フォトポリマーで満たされた透明な樹脂タンクに降ろすことによって機能します。次に、高解像度プロジェクターがパーツ層の断面と同じ形状のビルド プラットフォームに UV 光を照射します。断面投影は、必要な場所にのみ光を導く DMD と呼ばれる微細なミラーのアレイを使用して作成されます。配列の密度によって印刷解像度が決まります。このスタイルの DLP プリンタでは、オブジェクトが逆さまに構築されます。 まれに、パーツが正しい面を上にして構築される場合がありますが、構
VRML ファイル形式 (当初は仮想現実マークアップ言語、後に仮想現実モデリング言語) は、標準化されたファイル形式として 1995 年に誕生しました。これは、オブジェクトの色、テクスチャ、透明度、反射率に関する情報をエンコードする機能を備えた 3D ベクター グラフィックスの設計と伝達のために開発されました。 VRML ファイルには、WORLD を意味する拡張子 .wrl が使用され、ファイルは「ワールド」と呼ばれることがよくあります。 VRML ファイル タイプは、2001 年にさらに強力な X3D 形式に取って代わられる (そしてそのサブセットになる) まで標準のままでした。 VRM
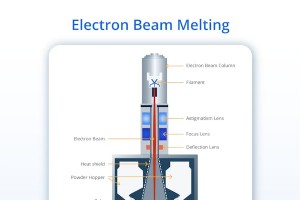
金属 3D プリンティングは、複雑な金属工具や部品の製造方法を変革しました。電子ビーム溶解 (EBM) は、金属の耐久性と強度を備えながら 3D プリントの速度で部品をプリントできるため、CNC 加工や金属鋳造に代わる確実な代替手段です。 EBM は、金属粉末の各薄層が加熱されたベッド上に堆積され、その後、所定の位置で溶融または焼結されるという点で、SLM (選択的レーザー溶融) および SLS (選択的レーザー焼結) に似た粉末床溶融プロセスです。ただし、EBM は、粉末を溶融するエネルギー源がレーザー ビームではなく電子ビームであり、プロセスが大気圧ではなく真空下で行われるという点で、
STL は、3D Systems の 3D プリンタの開発に由来する ASCII 形式のファイルです。これは、開発中のマシンに印刷要件を伝える手段として使用されました。 STL ファイルは、OBJ が使用する 3D オブジェクトの通信に同じ基本的な方法を使用しますが、詳細レベルは低くなります。これには色やテクスチャの情報が含まれておらず、少し不格好なファイル構造になっています。 3D 表現を構築するための三角形のメッシュ情報には、各ベクトルの 3 点 (x-y-z) 情報が含まれます。加えて、結果として得られる三角形のどの面が外向きであるかを定義する「法線」情報が追加されます。 STL の非標
3Dプリント