工業製造

射出成形は、一貫した品質と特性を備えた同一の部品を大量に製造する能力をメーカーに与える便利な製造方法です。製造中、加圧ノズルが溶融プラスチックを耐久性のある金型に射出し、部品を冷却して迅速に取り出すように設計されています。部品が排出されると、プレスが閉じ、操作が繰り返されます。くしやボトルのキャップから自動車の部品やギアに至るまで、多くの日用品は射出成形によって製造されています。 歴史的に、射出成形部品は、高い初期費用を相殺するために大量に製造する必要がありました。硬化鋼の金型には数万ドルの費用がかかり、工具を作るのに数週間または数か月かかる場合がありますが、時間の経過とともにその耐久性によ

プロトタイピングは、通常、設計段階の終了と生産の開始を結び付ける製造ライフサイクルの重要な段階です。このプロセスにより、設計者とエンジニアは部品設計を改良し、フィードバックを収集し、利害関係者の同意を得ることができます。 プロトタイプは、さまざまな方法で作成できます。積層造形法を使用して部品を製造するラピッド 3D プロトタイピングは、エンジニアが生産を開始する前に設計上の問題を迅速かつ費用対効果の高い方法で特定できるため、プロトタイピングの選択肢としてますます一般的になっています。これにより、費用や時間がかかる可能性のあるツールの改訂を回避し、製品の品質を向上させ、予測されたタイムラインで

自動車用途の多くの部品はミッション クリティカルであるため、耐久性と信頼性が高く、多くの場合、耐食性と耐熱性に優れたプラスチックで構成する必要があります。自動車メーカーは一連の厳格な業界規制にも適合する必要があり、製造目的で選択する材料は、耐久性と適合性の両方を確保するために、いわゆる材料認定プロセスを経る必要があります。 特定の材料がエネルギーとコストを大幅に節約できることを考えると、適切な材料を選択することはさらに重要です。一例として、より軽い材料を適用することで、車両全体の重量を減らすことができ、それによって燃費が向上します。一方、不適切な材料を使用すると、コストとエネルギー消費が大幅

射出成形は、複雑な形状の部品を大量生産するのに理想的な、シンプルで繰り返し可能なプロセスです。このプロセスでは、材料を冷却する前に、高熱と圧力を使用して溶融材料を射出金型に射出します。冷却後、金型を開けて、完成品を見せることができます。 機能的な射出成形部品を製造するには、よくできた金型またはツールが不可欠です。 3D プリント技術が発展するにつれて、3D プリント射出成形金型は、従来の鋼製金型に代わる費用対効果の高い代替品になりました。 3D プリントされた金型は、次の生産工程に最適ですか?知っておくべきことは次のとおりです。 3D プリントによる射出成形金型の製造方法 射出成形金型を

ドライバーの安全性と燃費に対する懸念がより顕著になるにつれて、自動車メーカーは車両の生産ライフサイクルのあらゆる側面をより効率的にしようと努めてきました。この進行中の最適化プロセスの一部には、自動車用途で最も効果的または有益な材料特性を徹底的に検討すること、およびこれらの望ましい特性を提供する材料をさらに組み込むことを試みることが含まれます。この分野における重要な突破口の 1 つは、高度な高強度鋼 (AHSS) の開発です。 高度な高強度鋼は、耐久性、製造の容易さ、高強度対重量比の独自の組み合わせを提供する新世代の鋼種であり、鋼の部品とコンポーネントが重要な安全性と効率の規制を費用対効果の高

オンデマンド製造は、予測ではなく実際の需要に基づいて生産量を計算する運用モデルです。このアプローチは、製造技術の最近の発展を利用して、少量のカスタマイズされた生産を、製品チームとエンジニアにとって費用対効果の高いオプションにします。 20 世紀には、製造に対する伝統的なアプローチにより、同一または類似の部品の大量生産が可能になりました。コストと時間のかかるツーリング プロセスは、カスタム パーツと短期生産が法外に高価になることが多いことを意味していました。その理由の 1 つは、製造業者が利益率を維持するために、予想される需要に基づいて材料とツーリングのニーズを予測したためです。 しかし、デ

歴史的に、少量生産は非常に高価な事業でした。射出成形などの大量生産プロセスで使用される耐久性のある金型の製作には費用がかかり、生産スケジュールに数週間または数か月かかる可能性があります。製造業者は大量の注文で高額の先行投資を相殺し、部品あたりのコストを削減して利益率を高めます。これにより、同一の部品を大量に生産することは容易になりますが、特殊な部品や高度にカスタマイズされた部品を経済的に製造する能力は大幅に制限されます。 しかし、ウレタン鋳造やCNC機械加工などの多くの製造方法により、手頃な価格の小規模生産の実現可能性が高まっています.さらに、アディティブ マニュファクチャリングの最近の進歩

3D プリントは、コンピュータ支援設計ソフトウェアを使用して 3D オブジェクトを作成するというアイデアを持っていた Charles W. “Chuck” Hull によって開拓されました。ハルは、UV レーザーを使用してアクリルの層を形状に彫刻してから、層を積み重ねてオブジェクトを構築する機械を構築しました。彼は 1984 年に「ステレオリソグラフィによる 3 次元オブジェクトの製造装置」の特許を取得し、3D 印刷の誕生をマークしました。 それから 30 年間で、3D プリントはヘルスケアを含むさまざまな業界で応用されています。 3D プリンティングがより高度になり、経済的に利用できるよう

レーザー切断は、高出力の光ビームを使用して材料を切断、スライス、または穿孔するプロセスです。 1960 年代にイギリスの溶接研究所で開発されたこのプロセスは、ますます一般的になってきました。実際、金属レーザー切断機は現在、世界の金属切断市場で最大の製品セグメントを占めており、これらのデバイスの需要は 2025 年に約 98 億ドルに増加すると予想されています。 では、レーザー切断はどのように機能するのでしょうか?さまざまなレーザー切断プロセスが多数ありますが、一般に、フュージョン切断とアブレーション切断の 2 つのカテゴリに分類されます。最も単純な形式のレーザー フュージョン カットでは、レ

私たちが日常生活で目にするものの多くは、伝統的な製法で作られています。ハードウェアや自動車部品から電子機器、プラスチック パッケージなどに至るまで、私たちの身の回りにあるものの多くは、機能性を優先するように考え抜かれて設計および製造されています。 今日の最も一般的な製造方法の 2 つは、ウレタン キャスティングと射出成形です。どちらも溶融プラスチックを金型に追加して部品を作成する必要がありますが、用途や生産量が異なる場合は、どちらか一方が適している場合があります。両方のプロセスがどのように機能するか、2 つの違い、および各プロセスに最適な部品の種類について説明します。 ウレタン鋳造 ウレタ

各アディティブ マニュファクチャリング技術には、独自の機能と独自の強みがあります。これらの各技術と、それらが最も適している製品や部品の種類をよりよく理解できるように、エンジニアの知識を活用して、これらの包括的で読みやすいチャートを作成しました。 これらのチャートを見ると、ステレオリソグラフィー (SLA) や Carbon® Digital Light Synthesis™ などのバット重合技術の機能に関する情報が見つかります。選択的レーザー焼結 (SLS) および HP マルチジェットフュージョン (MJF) を含む粉末床フュージョン技術。材料の押し出し;材料噴射;およびバインダージェッテ

ここ数年、世界中の企業がサプライチェーンの問題を経験しており、世界的なパンデミックが大小の企業に影響を与えていることを示しています。消費者需要の急増に加えて、輸送用コンテナと港湾労働者の不足、航空貨物輸送能力の低下、トラック運転手の不足が港の混雑につながりました。船は何日も、時には何週間も沖合でアイドリングのまま放置され、問題は進行中です。 2021 年末から 2022 年初頭にかけて、コンテナ船はアメリカの港で平均 7 日間過ごしました。 これらのサプライチェーンの混乱は、製造の遅れも引き起こしています。 2021 年 10 月には、すべての業界で原材料のリードタイムが記録的な長さになりま

射出成形は、企業が品質を犠牲にすることなく比較的低い部品あたりのコストで大量生産を可能にする、一般的で用途の広い製造プロセスです。再現性が高く、厳格な機械的および寸法要件を満たす強力なコンポーネントを製造できます。 企業が特定の自動車部品や携帯電話ケースなど、薄肉のプラスチック部品を製造する必要がある場合、薄肉射出成形に頼ることができます。ただし、薄肉の射出成形では新たな課題が生じるため、薄肉の製品を設計する場合は特に注意が必要です。この記事では、薄肉射出成形の基本、その一般的な用途、および射出成形設計のヒントについて説明し、順調に旅を始めることができるようにします。 薄肉射出成形とは 薄

今日、アクリルからポリエーテルイミドまで、無数の熱可塑性樹脂が市場に出回っています。ポリプロピレンとナイロンは、製造で一般的に使用される他の 2 つの熱可塑性樹脂であるため、次のプロジェクトでこれらの材料を検討する前に、それぞれの品質を理解することが重要です。 ポリプロピレンは、医療機器、食品容器、包装、および水道管でよく使用される、高機能で低コストの結晶性熱可塑性樹脂です。射出成形または CNC 機械加工の製造プロセスで最も一般的に使用されますが、ポリプロピレンを 3D プリントすることもできます。ただし、ポリプロピレンを使用して部品を 3D プリントすることを決定する前に、ポリプロピレン

2021 年の世界のコンピューター数値制御 (CNC) マシンの市場規模は 564 億ドルでした。この製造技術がいかに速く、正確で、自動化されているかを考えると、世界の機械市場が今後数年間で成長すると予想されることは驚くに値しません。 CNC 機械加工の需要が高まるにつれて、CNC 機械加工全体の傘下にある製造プロセスであるスイス機械加工の需要も高まるでしょう。 従来の CNC 機械加工と同様に、スイス機械加工は金属とプラスチックで使用され、生産時間が短く、公差の厳しい複雑な部品を生産できます。従来の CNC 機械加工とはいくつかの点で異なりますが、これは非常に効率的で、正確で、繰り返し可能

電子部品は、自動車においてますます活発な役割を果たしています。現在、トップレベルの車両には 200 を超える電子制御ユニットが搭載されており、その一部は車のコックピットに適用されるセンサーやプロセッサです。自動車用の電子製品の価値は動的システム、ボディ、シャーシにあり、その大部分はデジタル電源に関係していると結論付けることができます。 自動車における電子システムの適用は、次の 3 つの側面をカバーして、自動車の性能を向上させることを目的としています。環境改善とは、燃料の節約、テールガスの削減、ガソリン、天然ガス、バイオ燃料からハイブリッド パワーおよびピュア パワーへの燃料転換を指します。
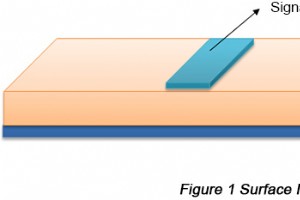
小型化、デジタル化、高周波化、多機能化などの発展要求に対応するため、電子機器の相互接続デバイスとしての PCB (Printed Circuit Board) 上の金属ワイヤは、電流の流れの開口部を決定するだけでなく、としての役割も果たします。信号伝送ライン。つまり、高周波信号や高速デジタル信号を伝送する基板の電気的検査では、回路のオン、オフ、ショートカットを確認する必要があります。一方、特性インピーダンスが規制範囲を超えてはならないことも決定する必要があります。一言で言えば、両方の要件が満たされない限り、回路基板が要件への適合を達成することはありません。 PCB によって提供される回路性
PCB 製造プロセスの準備段階として、PCB レイアウトは PCB 設計の最も重要なフェーズの 1 つです。その品質は、PCB ルーティングの品質を本質的に決定し、PCB の最終的な信頼性と機能性にさらに影響を与えるからです。したがって、合理的な PCB レイアウトが高品質の PCB ボードへの道を開くと結論付けることができます。ただし、不当な PCB レイアウトは、機能性と信頼性の面で問題を引き起こす可能性があります。適切に設計された PCB レイアウトは、PCB 表面のスペースを節約するだけでなく、回路のパフォーマンスも保証するというより便利な機能を提供します。 PCB レイアウトには

プリント回路基板 (PCB) は、電子製品の必須部品として、電子製品の機能を実装する上で重要な役割を果たします。PCB 設計の性能が電子製品の機能とコストを直接決定するため、PCB 設計の重要性がますます高まっています。優れた PCB 設計は、エレクトロニクス製品を多くの問題から遠ざけ、製品がスムーズに製造され、実用的なアプリケーションのすべての要求を満たすことができるようにすることができます。 PCB 設計に寄与するすべての要素の中で、製造のための設計 (DFM) は、PCB 設計と PCB 製造を結び付け、電子製品のライフサイクル全体で問題を早期に発見し、時間内に解決できるようにするた
QFN パッケージ 近年、優れた電気的および熱的性能、軽量、小型などの包括的な利点により、QFN (Quad Flat No-lead) パッケージ コンポーネントの幅広い用途が見られます。ノーリード パッケージの QFN コンポーネントは、リード間の低インダクタンスを特徴とするため、業界から多くの注目を集めています。 QFN パッケージ コンポーネントは、BGA (Ball Grid Array) パッケージ コンポーネントと同様のパッケージ形状を持つ正方形または長方形を特徴としています。 BGA とは異なり、QFN には底面にはんだボールがなく、他のコンポーネントとの電気的および機械的接
産業技術