工業製造

貴金属は、その幅広い材料特性と、部品を廃棄する必要がある場合の高コストのために、特に機械加工が難しい場合があります。次の記事では、これらの元素とその合金を紹介し、それらを効果的かつ効率的に加工する方法についてのガイドを提供します。 要素について 「貴金属」と呼ばれることもある貴金属は、周期表の中央にある8つの元素で構成されています(下の図1を参照)。 8つの金属は次のとおりです。 ルテニウム(Ru) ロジウム(Rh) パラジウム(Pd) シルバー(Ag) オスミウム(Os) イリジウム(Ir) プラチナ(Pt) ゴールド(Au) これらの元素は地球上で最も希少な物質の一部であるため、非

「IntheLoupe’s」の注目の顧客投稿を通じてHarvey Performance Companyブランドの顧客に光を当て始めて以来、20人以上の機械工が、機械加工のキャリアを前進させる上でどのように成功を収めたかに関する洞察を共有するよう求められています。注目の各顧客投稿には、プロトタイピングのアイデア、ビジネスの拡大、機械加工の開始、さまざまなフライス盤タイプを利用することの長所と短所など、さまざまな機械加工関連の主題に関する興味深く有用な情報が含まれています。この投稿は、機械加工のキャリアを向上させる方法について、注目のお客様からの8つの役立つヒントをまとめたものです。 ヒント1:

「グリーンマニュファクチャリング」は、アメリカ最大の業界で多くの人が使用する一般的なフレーズになっています。グッドウィン大学では、「製造プロセスの更新と製造分野での環境に配慮した事業の確立」と定義しています。時間をかけて時代遅れのプロセスを再考することで、時間とお金を節約し、最先端のビジネスとしての評判を築くことができます。環境にやさしい機械加工プロセスの確立は、環境にやさしいビジネスを生み出す正しい方向への大きな飛躍です。 グリーンマニュファクチャリングは、業界にとって次の論理的な前進です。 グリーン製造を開始する方法 より持続可能な機械工場とグリーン製造に向けて前進するための最初のス

効率的なプロセスを開発しようとするとき、多くの機械工やプログラマーは最初にツールの選択に目を向けます。確かに、工具は加工時間、速度、送りに大きな違いをもたらすことがよくありますが、機械のスピンドルが同様に影響を与える可能性があることをご存知ですか? CNCマシンの脚、スピンドルは、モーター、ツールを保持するためのテーパー、およびすべてのコンポーネントを一緒に保持するシャフトで構成されています。多くの場合、電気を動力源として、スピンドルは機械のCNCコントローラーからの入力を受け取る軸を中心に回転します。 正しいスピンドルを選択することが重要なのはなぜですか? ワークピースを加工するための適切

Harvey Performance Companyは、新しいHelical Solutions Webサイトの立ち上げに伴い、Helical切削工具を注文する新しい方法を紹介できることを誇りに思います。新しいウェブサイトのユーザーは、興味のあるヘリカルツールの「ショッピングカート」を販売代理店に直接送信して注文したり、同僚と共有したりできるようになりました。この機能の詳細を詳しく調べて、注文を簡素化するために「ショッピングカート」を販売代理店に送ることに関連する時間の節約をどのように活用できるかを学びましょう。 HelicalTool.comアカウントの使用を開始する まず、Helical
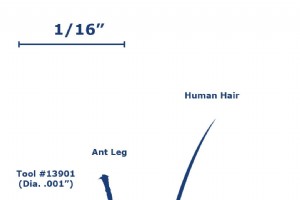
機械加工業界では、一般に、マイクロマシニングとミニチュアエンドミルを直径1/8インチ未満のエンドミルと見なしています。これは、多くの場合、許容誤差をより狭いウィンドウに保持する必要があるポイントです。工具の直径は工具の強度に直接関係するため、ミニチュアエンドミルは大型のエンドミルよりもかなり弱いため、マイクロマシニングでは強度の不足を考慮する必要があります。これらのツールを繰り返しのアプリケーションで使用している場合は、このプロセスの最適化が重要です。 従来型エンドミルとミニチュアエンドミルの主な切削の違い 振れ 非常に少量でも工具の噛み合いと切削抵抗に大きな影響を与える可能性があるた
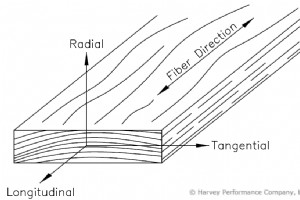
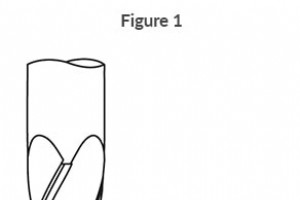
成功する切削方向戦略の開発 木工における木材の機械加工慣行に影響を与える可能性のある多くの要因があります。特定の広葉樹でよく出てくるのは、特に木材の粒子パターンに関連する切断方向です。木材は異方性材料です。これは、異なる切断方向で異なる材料特性が示されることを意味します。材木に関しては、木目配向に関連するさまざまな構造グレードの木材があります。セルロース繊維の平均的な方向が材木の側面に平行である場合、粒子はまっすぐであると言われます。この平行線とボードからの逸脱は、「クロスグレイン」と見なされます。下の図1は、さまざまな軸を示す矢印が付いた、ほぼ真っ直ぐなグレインボードを示しています。これら
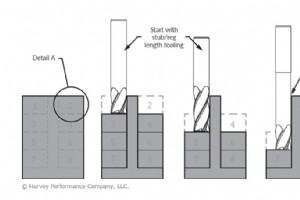
薄肉特性を備えたフライス盤フィーチャーは、寸法精度と真直度を維持しながら、せいぜい難しい場合があります。複数の要因が関係していますが、いくつかの重要なコンポーネントについて以下で説明し、薄肉フライス盤の精度を高めるのに役立ちます。 適切なツールを使用する 長いカットの長い工具は、たわみ、びびり、破損が原因で、薄肉フライス盤の状況で問題を引き起こす可能性があります。希望の深さに到達する能力を維持しながら、ツールを可能な限り強力に保つことが不可欠です。 ネックダウンツールは、ツールの強度を高めると同時に、直径の3倍以上の深さに到達するのに役立ちます。 軸方向の切り込み深さ(ADOC) 薄肉フ
フライス盤で材料を切断するには、従来のフライス盤(上)とクライムフライス盤(下)の2つの異なる方法があります。 これら2つの手法の違いは、カッターの回転と送り方向の関係です。 従来のフライス盤では、カッターは送り方向に逆らって回転します。クライムミリング中、カッターはフィードとともに回転します。 従来のフライス盤は、バックラッシュ、つまり送りねじと機械テーブルのナットの間の遊びが排除されるため、切削時の従来のアプローチです(図1) 。ただし、最近では、ほとんどの機械がバックラッシュを補正するか、バックラッシュエリミネーターを備えているため、クライムフライス盤がワークピースにアプローチするため
工具寿命の短さや工具の早期故障は、すべての機械加工アプリケーションで懸念されます。ツールパスの選択と同じくらい簡単なこと、そしてツールが最初にパーツに入る方法は、すべての違いを生む可能性があります。 ツールエントリは、カッターにとって最も罰則のある操作の1つであるため、全体的な成功に大きな影響を与えます。 円形または線形のツールパスを介してパーツにランプインすることは、最も一般的で、多くの場合最も成功する方法の1つです(図1) 。以下では、ランピングとは何か、その利点、およびどのような状況でランピングを使用できるかを学びます。 マイクロマシニングウェビナーをチェックして、ミニチュア
以下は、高効率フライス盤に関連するいくつかのブログ投稿の1つにすぎません。この一般的な機械加工方法を完全に理解するには、以下の追加のHEM投稿のいずれかをご覧ください! 高効率フライス盤の概要I高速加工とHEMの比較I切りくずの薄化との戦い方I工具摩耗の4つの主要なタイプを回避する方法Iトロコイドフライス盤の概要 すべての機械加工操作には、半径方向および軸方向の切削深さ戦略が伴います。ラジアル切込み(RDOC)、工具がワークピースにステップオーバーする距離。軸方向の切込み(ADOC)は、工具がその中心線に沿ってワークピースと噛み合う距離であり、加工のバックボーンです。適切な深さまでの加
以下は、高効率フライス盤に関連するいくつかのブログ投稿の1つにすぎません。この一般的な機械加工方法を完全に理解するには、以下の追加のHEM投稿のいずれかを参照してください! 高効率フライス盤入門I高速加工vs.HEMI切りくずの薄化に対処する方法I切込みの深さを掘り下げるI4つの主要なタイプの工具摩耗を回避する方法 トロコイドフライスとは何ですか? トロコイドフライス盤は、切削工具の切削直径よりも広いスロットを作成するために使用される機械加工の方法です。これは、トロコイドツールパスと呼ばれる一連の円形カットを使用して実現されます。高効率フライス盤(HEM)の一種であるトロコイドフライス盤
工具の投入は、カッターにとって最も罰則のある作業の1つであるため、機械加工の成功にとって極めて重要です。ツールや操作に適さない方法で部品を入力すると、部品が損傷したり、ショップのリソースが使い果たされたりする可能性があります。以下では、最も一般的なパーツ入力方法と、それらを正常に実行するためのヒントについて説明します。 事前に開けられた穴 ポケットの深さ全体(およびエンドミルの直径より5〜10%大きい)まで穴を事前に開けることは、エンドミルをポケットに落とす最も安全な方法です。この方法により、最終作業の乱用と工具の早期摩耗を最小限に抑えることができます。 らせん補間 らせん補間は

今日の製造業では、チタンとその合金は、航空宇宙、医療、自動車、および銃器の用途で定番となっています。この人気のある金属は、錆や化学薬品に耐性があり、リサイクル可能で、その重量に対して非常に強いです。ただし、チタンを機械加工し、作業に適した工具とパラメータを選択する際に考慮しなければならないいくつかの課題があります。 チタンの品種 チタンは、40近くのASTMグレード、およびいくつかの追加の合金を含む多くの種類で入手できます。グレード1から4は、極限引張強さに関するさまざまな要件を持つ商業的に純粋なチタンと見なされます。グレード5(Ti6Al4VまたはTi 6-4)は最も一般的な組み合わせで、
以下は、高効率フライス盤に関連するいくつかのブログ投稿の1つにすぎません。この一般的な機械加工方法を完全に理解するには、以下の追加のHEM投稿のいずれかをご覧ください! 高速加工vs.HEMI切りくずの薄化に対処する方法I切込みの深さを掘り下げるI4つの主要なタイプの工具摩耗を回避する方法Iトロコイドフライス盤の概要 高効率フライス盤(HEM)は、金属加工業界で急速に人気を集めている戦略です。現在、ほとんどのCAMパッケージは、それぞれ独自の名前を持つHEMツールパスを生成するモジュールを提供しています。これらのパッケージでは、HEMはとりわけ動的フライス盤または高効率加工としても知ら

以下は、高効率フライス盤とマイクロマシニングに関連するいくつかのブログ投稿の1つにすぎません。この一般的な機械加工方法を完全に理解するには、以下の追加のHEM投稿のいずれかをご覧ください! 高効率フライス盤の概要I高速加工とHEMの比較I切りくずの薄化との戦い方I切込みの深さへの飛び込みI4つの主要なタイプの工具摩耗の回避方法Iトロコイドフライス盤の概要 ミニチュアツールでHEMを使用する利点 高効率フライス盤(HEM) は、半径方向の切り込み深さ(RDOC)を低くし、軸方向の切り込み深さ(ADOC)を高くするを利用した荒加工の手法です。 。これにより、工具の摩耗率が遅れ、故障の可能性
エンドミルを選択する際の最も重要な考慮事項の1つは、現在の作業に最適なフルート数を決定することです。ツール選択プロセスのこの重要な部分では、材料とアプリケーションの両方が重要な役割を果たします。フルートカウントが他のツールプロパティに与える影響、およびツールがさまざまな状況でどのように動作するかを理解することは、ツール選択プロセスで重要な考慮事項です。 Machineing Advisor Pro(MAP)は、実行中のパラメーターのダイヤルインを支援するときにフルートカウントを考慮に入れます。 開始するにはここをクリックしてください。 ツールジオメトリの基本 一般に、フルートの数が
クーラントの目的は広く理解されています。これは、機械加工中に一般的な高温を焼き戻し、切りくずの排出を助けるために使用されます。ただし、いくつかのタイプとスタイルがあり、それぞれに長所と短所があります。どのCNCクーラントが仕事に適しているかを知ることは、ショップの収益性、能力、および全体的な加工性能を向上させるのに役立ちます。 クーラントまたは潤滑剤の目的 すべてのクーラントが潤滑剤であるとは限りませんが、クーラントと潤滑剤は同じ意味で使用される用語です。たとえば、圧縮空気には潤滑目的はありませんが、冷却オプションとしてのみ機能します。直接クーラント(部品と物理的に接触するクーラント)は、圧
実行が速すぎたり遅すぎたりすると、ツールの寿命に影響を与える可能性があります ツールと操作に適した速度と送りを決定することは複雑なプロセスになる可能性がありますが、適切なツール寿命を確保するために、マシンの実行を開始する前に理想的な速度(RPM)を理解する必要があります。ツールの実行速度が速すぎると、チップサイズが最適でなくなったり、ツールに壊滅的な障害が発生したりする可能性があります。逆に、RPMが低いと、たわみ、仕上がりの悪さ、または単に金属除去率の低下を引き起こす可能性があります。仕事に最適なRPMがわからない場合は、ツールの製造元に問い合わせてください。 給餌が少なすぎるまたは
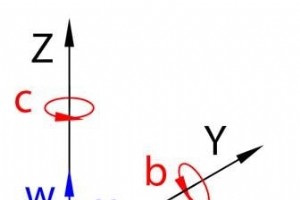
輪郭とは何ですか? パーツの輪郭を描くということは、不規則な表面や凹凸のある表面に細かい仕上げを施すことを意味します。平らな部分や均一な部分の仕上げとは異なり、cnc輪郭には、丸みを帯びた、湾曲した、またはその他の独自の形状の部品の仕上げが含まれます。 CNC輪郭加工と5軸加工 5軸マシンは、輪郭加工アプリケーションに特に適しています。輪郭加工には複雑なパーツまたは独自のパーツの仕上げが含まれるため、5軸加工で動作する複数の移動軸により、ツールは手の届きにくい領域にアクセスできるだけでなく、複雑なツールパスをたどることができます。 最近の進歩 高度なCAMソフトウェアは、輪郭加工アプ
CNCマシン