工業製造

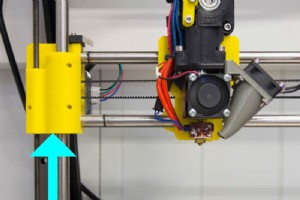
潤滑とは、片面または両面の間に潤滑物質を介在させることにより、片面または両面間の摩擦と摩耗を減らすことです。 FDM 3D プリントでは、3D プリンターの可動部分の正しい潤滑が重要です。これは、プリントされた作品の最終的な品質に直接影響を与える可能性があるためです。 ロッドまたはベアリングの潤滑が不十分な 3D プリンターの場合、プリント キャリッジが移動して打撃を受け、不快なノイズが発生する傾向があります。このようにして、プリント ヘッドの位置決めの精度が失われます。 潤滑が必要な FDM 3D プリンターの主要部品は、ネジ付きロッドとベアリングです (ローラーベアリングとリニアベ
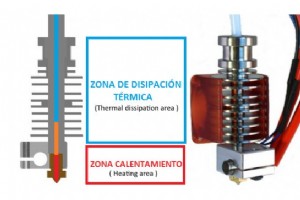
エクストルーダーの主な領域は、加熱ブロックと放散領域ですが、これらはいくつかの部品で形成されています。 3D プリンターでのフィラメントの押し出しプロセスの基本操作を理解するには、両方の領域の機能を理解することが不可欠です。最初のフィラメントはエクストルーダーのコールド ゾーンから発生し(ゾーンの熱放散)、ホットエンドを通過して柔らかくなり、最終的にノズルまたはノズルを離れて硬化します。 熱が加熱ゾーンからフィラメントを放散するため、放散領域は押出機で非常に重要です .そのゾーンで熱が適切に放散されない場合、フィラメントも加熱されて軟化し、押出機の放散領域に沿ったフィラメントの適切な前進が妨

3D プリントのユーザーが日常的に抱いている主な疑問の 1 つは、フィラメントの密度を知ることです。 消費する材料の量、つまり 3D で作品を印刷するために必要な材料の量を知るために使用します。 (絶対)密度は、物質の特定の体積の質量の量を指すスカラー量です。通常、3D プリント ソフトウェア (Cura、Simplify3D...) を使用すると、3D モデルのプリントに使用されるフィラメントの全長を取得できます。 すべてのメーカーがフィラメントの密度を促進しているわけではないため、問題が発生するのはこの時点です。ただし、コイルのフィラメントの長さがわかれば、密度を計算するのは非常に簡単で

3D プリントを開始するときに最初に出てくる大きな質問の 1 つは、次のとおりです。 3D で作品を作るのにいくらかかりますか? それでは、実際の影響のコストを計算するために、作品の印刷に起因する必要がある主なコストを説明してみましょう. 頭に浮かぶ最初のコストは常にフィラメントのコストです 、使用される材料のグラムを知ることで定義できます。これは、フィラメントの密度を考慮して消費されたフィラメントのメートルを計算するか(3D印刷ファイルの生成ソフトウェアによって投影されます)、またはベースからパーツを取り外すときにすべてのサポートとその他のパーツを計量することによって定義できます。 3D
一年前 、そして 3 年以上にわたる研究開発の後、3D 印刷の世界は世界初のグラフェン導電性フィラメントに驚嘆しました。 米国のGraphene 3D Lab.社製。この会社はグラフェン製品の開発を専門としています G6-Impact ™ という新しいフィラメントを発売しました HiPS、グラフェン、カーボンファイバーと、TPU ベースの新しい柔軟で導電性のフィラメントで構成されています。 グラフェン導電性フィラメント 機械的抵抗が高く、体積抵抗率が低い部品を得るための扉を開きました。 これにより、3D FDM/ FFF 印刷によって電気的に内部導電性トレースを備えた作品を初めて作成する
デスクトップ 3D プリンター(FFF/FDM)のユーザーは、フィラメントの不良、不適切な印刷パラメーター、3D プリンターの設置場所に適していない条件(湿度の高い環境、寒さやドラフトなど)が原因である可能性がある、さまざまな種類の問題を見つけることがよくあります。 3D プリンターのメンテナンスとキャリブレーションの欠如。 3D プリンターで調整する最も重要な部品の 1 つは、ベースまたはベッドです。これは、十分に水平にならないと、良好な印刷結果が得られないためです。 このベッドのキャリブレーション プロセスは、3D プリンターのモデルに応じて、次の方法で行うことができます。 オートレ

ナイロンなどの従来とは異なる材料を使用する場合、または小さなベースまたは複雑なデザインで一部の FDM / FFF 部品を印刷する場合、3D 印刷プロセスの開始時と途中の両方で、ベースへのフィラメントの接着の問題が発生する可能性があります。 .その場合、最初に確認することは、ベースのレベリングとベースの温度が、選択したフィラメントのタイプに対して正しいかどうかです。ただし、接着の問題が解決しない場合は、ベースの接着を改善する 3 つの異なる方法 (つば、いかだ、スカート) で解決できます。スライス ソフトウェア (Cura、Simplify3D など) の接着オプションの有効化については、「接
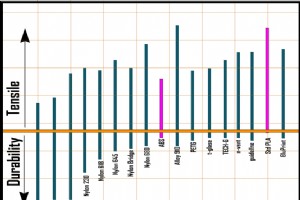
3D プリントの世界に不慣れなほとんどのユーザーは、通常、PLA と ABS である最も一般的なストランドを使い始めます。しかし、多くの場合、これら 2 つの材料は、特定の高性能用途に適したエンジニアリング部品や部品には適していません。 Taulman 3D フィラメントの有名な米国メーカーは、3D プリント用のエンジニアリング材料の革新の最前線にいます。 現在、3D Taulman フィラメントの範囲は半分を超えているため、3D 印刷のユーザーは、どの Taulman 3D フィラメントが用途に適しているかを判断するのが難しいと感じることがよくあります。 Taulman 3D フィラメン

3D プリントのユーザーが始めたばかりの場合、どの温度でプリントするかについて疑問が生じることがよくあります PLA または ABS は、3D プリントを開始するための最も一般的な 2 つの材料です。 ほとんどのユーザーは 3D 印刷を知っているため、3D プリンター FDM で作成された完成品に直接影響する主なパラメーターの 1 つは印刷速度です。そのため、印刷速度が速いほど仕上がりが悪くなります 小さいほど良い仕上がりになります。したがって、仕上げは印刷時間に正比例すると主張できます . 確かに例外もあります 小さな部品を作るときなど、以前のルールに 速度も低下するので 押し出し量が多
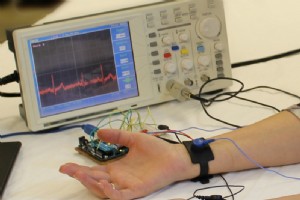
どんな表面にもタッチスクリーンのようなコントロールを追加できると想像してみてください。本物の SF のように聞こえますが、少人数のエンジニア グループがそれを実現するために取り組んでいます。 Electrick と呼ばれる同社の新製品は、電場トモグラフィーを使用して、簡単に適用できる導電性材料を使用して、あらゆる表面をタッチセンシティブ コントローラーに変えます。 Laszeray で Electrick に注目したのは、カスタム射出成形および 3D プリントによるラピッド プロトタイピングのコア製造技術と互換性があるためです。現在、すべてのスマートフォンやタブレットと同様に、タッチ インタ

ラピッド プロトタイピングの利点と応用 ラピッド プロトタイピング (アディティブ マニュファクチャリング) は、設計コンセプトを適用して 3D プロトタイプを迅速に作成する効果的な方法です。初期の方法は 1980 年代後半に登場しましたが、今日ではラピッド プロトタイピングと 3D プリンティングを使用してプロトタイプを作成するだけでなく、生産品質のパーツを作成することもできます。コンピュータ上でパーツを視覚化するだけでは不十分です。 Laszeray Technology, LLC では、3D プリントを使用して、数時間以内にフルスケールのプロトタイプを提供します。このラピッド プロトタ
さまざまなラピッド プロトタイピング手法の選択 1980 年代後半以降、ラピッド プロトタイピングが好ましい製造プロセスになりました。部品、プロトタイプ、および最終製品の迅速な生産と組み立てが可能になります。多くのラピッド プロトタイピング手法が開発されており、企業がアイデアを実証し、新製品をテストし、設計を改良できるようになっています。 使用される最も一般的な手法は次のとおりです。 アディティブ マニュファクチャリング :3D プリンティングとして知られるアディティブ マニュファクチャリングでは、材料を一度に 1 層ずつ 3 次元で融合します。この工程には3Dプリンターが使われます。プ

超音波溶着サービスには、超音波溶着プラスチックが含まれます。これは、プラスチック片を一緒に固定する従来の製造方法に比べていくつかの利点があります。このプロセスには、熱可塑性材料を使用し、超音波エネルギーを熱エネルギーに変換してプラスチックを溶かし、プラスチック材料間の結合を作成することで、熱可塑性材料を形成または接合することが含まれます。 超音波溶接の仕組み 超音波溶接がどのように機能するかを知るには、6 つの一般的な手順を理解する必要があります。全体的なプロセスは複雑ではありませんが、適切な超音波溶着装置が必要です。 ステップ 1: プラスチック部品を超音波溶着機に入れます。 1 つの

テクノロジーの世界の最新ニュースに精通していれば、3D プリンティングについてよく耳にするはずです。このトピックは、その信じられないほどの可能性のために、近年のテクノロジーの世界での議論の非常に大きな部分を占めています.少し前までは不可能と思われていたプロジェクトが、3D プリントの力によって容易に実現できるようになりました。また、3D プリントは、個人が始める人気の趣味になっており、その人気は、この分野全体の露出と発展を増大させただけです. この記事では、3D プリントの歴史を詳しく見てみたいと思います。どのようにして今日の場所にたどり着いたのでしょうか?振り返ってみると、私たちがどこに向

パッド印刷は、一部の企業が完成品や製品に使用する二次および仕上げ製造工程の 1 つです。パッド印刷は、2D 画像、ロゴ、またはテキストを、完全に平らでない可能性のある 3D オブジェクトに転写する必要がある場合に使用されます。このタイプの二次加工および仕上げ加工は、次のような幅広い素材に使用できます。 金属 プラスチック ラバー 布素材 木材 グラス パッド印刷は、次のような幅広い完成品に見られます。 キーボードのキー おもちゃ 人形 インクペン キーホルダー 時計 ゴルフボール マイクロチップ テレビ コーヒーメーカー 洗濯機 冷蔵庫 パッド印刷について考える最良の方法は?これは
プラスチック射出成形と 3D 印刷は、さまざまな部品やコンポーネントを作成するために使用される 2 つの異なる製造プロセスです。これらのプロセスの違いを理解して、どちらがニーズに最適かを判断することが不可欠です。 プラスチック射出成形とは? プラスチック射出成形はその名の通り、金型にプラスチックを注入することです。プラスチックは射出時に液体であり、非常に高温です。金型は、これらの高温に耐え、溶けない材料で作られている必要があります。 型を作成するには、目的の出力の逆数を材料から切り出します。金型は高温に耐える必要があるため、ある種の耐熱材料を使用して金型を作成します。金型の作成は、多くの
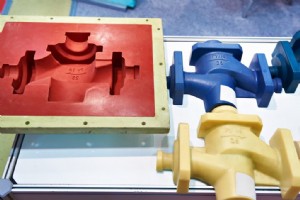
インベストメント鋳造は、何千年もの間使用されてきた一般的な工業プロセスです。それは古代エジプトと中国の両方に根ざしています。古代では、蜜蝋が選択された材料でしたが、より高度なワックス材料と合金が現在使用されています.インベストメント鋳造では、金型ごとに 1 つの部品しか得られませんが、非常に正確で、用途が広く、再現性があります。ここでは、インベストメント キャスティングとは何かについて詳しく説明します。 複雑な形状や部品を作成できるこのプロセスでは、セラミック スラリーに浸してワックス パターンを作成します。このプロセスは、パターンがスラリーに「投資」され、硬化した型を形成するため、このステ

プロトタイピング サービスを提供する新しいプロバイダーを探しているのは、あなただけではありません。プロトタイピングはあらゆる組織の成功に不可欠であり、エラーが発生したり、締め切りが守られなかったり、予算が破綻したりした場合、企業は通常、ためらうことなく手を洗い、最適なラピッド プロトタイピング サービスを探し始めます。評判の良い会社。この記事では、組織が別のラピッド プロトタイピング ソリューションを見つけるように導く最も一般的な理由のいくつかを検討し、新しいプロバイダーでどのような品質を探すべきかについて読者にアドバイスします。 予定どおりにプロジェクトを完了した実績のあるラピッド プロトタ

プロトタイピング サービスは、企業が自社製品の暫定バージョンを実現するための最速の方法を提供します。製造業者は、改善を行い、製品を市場に投入する準備を整えるために設計モデルを作成するために、最高のプロトタイピング サービスに投資します。これらの改善は、製造プロセスのコスト削減からユーザー エクスペリエンスの向上まで、多岐にわたります。 1. CNC 加工はプロトタイピング サービスの最有力候補です CNC フライス加工技術とも呼ばれる CNC 機械加工は、Computerized Numerical Control の略で、コードと事前にプログラムされたコンピューター ソフトウェアが生産設備
溶融堆積モデリングだけが 3D プリント方法ではありません。最も一般的な方法ですが、選択的レーザー溶融など、他にもいくつかの 3D プリント方法が利用できます。選択的レーザー溶融は比較的新しい 3D プリント方法ですが、近年、製造会社の間で人気を博しています。他の 3D プリント方法と同様に、コンピューターで生成されたモデルからオブジェクトを構築するように設計されています。ただし、選択的レーザー溶融は、他のほとんどの 3D 印刷方法とはまったく異なるアプローチを使用します。 選択的レーザー溶融とは? 選択的レーザー溶融は、粉末粒子を溶融して融合させるハイテク 3D 印刷方法です。プロセス中、
3Dプリント