

工業製造
現在、ほぼすべての質問に対する回答がインターネット上にあります。 3D プリントの場合、非常に最近のトピックであるため、デジタル形式の情報しかないと考えることができますが、実際には、この分野のあらゆる側面に関する高品質の書籍がすでにいくつか見つかります。複雑なピース、用途に応じた最適な構成、中毒性のあるものづくりによるピースの設計方法など。 これらは 5 つの重要な書籍であり、3D プリントを開始するユーザーから、最も熟練したユーザー、プリンターで作成された各パーツを最大限に活用したいユーザーまで、あらゆるタイプのユーザーに有効です。 3D: 1. Impresión 3D、セルジオ ゴメス

PETG は 3D プリントの世界で最も有名で使用されている共重合体です .その外観は、PET とグリコールの組み合わせによるもので、グリコール化プロセスで PET の興味深い特性が改善されています。 ペット (ポリエチレン テレフタレート) は、1941 年に英国の科学者ウィンフィールドとディクソンによって生まれました。繊維の製造のためにこのポリマーの特許を取得しました。 、綿繊維に取って代わります。 1946 年には、繊維の形をしたこの素材が業界に定着し、繊維部門でのその使用は今日でも注目されています。 1952 年の初めに、食品包装用のフィルムの形で PET の使用が始まりましたが、そ

前回の記事のテーマに沿って、PETG と PLA の相違点と類似点を以下に引用します。 . PLA と PETG は、3D プリントの世界で最も一般的な素材の 2 つです。 印刷のしやすさ、良好な結果、豊富な色のおかげです。 PLA(乳酸ポリ酸)は、取り扱い温度が低いため、3D プリントに理想的なポリマーです 、180 ~ 210 °C の押出機と 0 ~ 50 °C のベース、低熱収縮 印刷中の臭いがないこと。これらすべてが生分解性であり、非常に低価格であるという事実と相まって、PLA が最も消費される材料であることは驚くべきことではありません 3D プリント FDM / FFF の世界

この記事では、3D プリントにおけるリトラクトの概念を明確にしようとしています。 これは、モデルの外面に材料が堆積したり、同時にプリントされるピース間のスレッドがなくても、高品質のプリントを実現するための非常に重要なパラメーターであるためです。 収縮とは、材料の滴りを防ぐために必要なフィラメントの反動です 3D プリント中に真空エクストルーダーが実行する動きと変位中。 撤回を構成するパラメータは次のとおりです: 後退距離 : 後退プロセスで後退する材料の長さ。材料の種類、押出システムの種類(ダイレクトまたはボーデン)、ホットエンドの種類によって異なります。柔軟な素材、特に TPE タイ
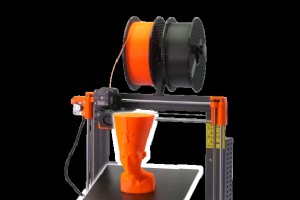
3D プリント FDM (フェード デポジションによるモデリング) は、材料の溶融温度にあるヘッドをプラスチック フィラメントが通過し、X-Y-Z 座標で移動して、必要な厚さのレイヤーごとにピースを作成する付加的な製造方法です。この技術は、誰でも自分のプロジェクト、モデル、または部品を自分で実行できる、プロと家庭の両方の環境ですでに普及しています。そのため、家庭用またはビジネス用に 3D プリンターを購入したい今日のユーザーは、市場に出回っている多種多様な 3D プリンターを考えると、複雑な決定に直面しています。 3D プリンター FDM を選択する際の考慮事項 特定のデバイスを決定する前に
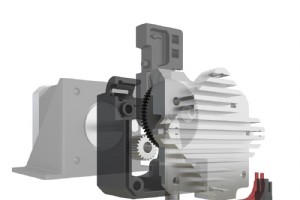
この記事では、3D プリントの世界で最も一般的な押出機と HotEnd の種類について説明します。開始する前に、引用されているすべてが、押出機、HotEnd、およびノズルに特化した高品質の 3D プリンター コンポーネントの会社である E3D Online の製品など、主要ブランドの製品を常に使用した経験の結果であることを明確にする必要があります。エクストルーダーと低品質の HotEnd を使用すると、以下にコメントする特性が満たされない可能性があるため、このニュアンスが必要です。 エクストルーダーの主な機能は、3D プリントに適した速度で最も正確な方法でフィラメントをリールからホットエンド

毎日 3D プリント 産業レベルと家庭レベルの両方でより広く普及しており、多くのアプリケーションの開発を促進しています。 多数の分野で。メディア レベルでは、テクノロジの利点のみが際立っていますが、講じなければならない特定の予防措置があります。 3D プリントの世界を始める際には考慮してください。 ただし、すべてのユーザーは、3D プリント中に発生する可能性がある特定のリスクを考慮する必要があります。リスクの 2 つの主な原因であり、より一般的なのは、一方では材料の融合中に放出されるガスであり、他方では、3D プリンターの誤用または同じ電子機器の状態の悪さによる発火の可能性があります。

3D プリントは、1986 年のチャック ハル以来、何年も存在していなかったとしても、最近の技術ではないようです。 は、3D Systems の創設者であり、最初の 3D プリンターを記録しています。レーザー光を当てると光重合で固まる樹脂を使った3D SLAプリンター(StereoLithoGraphy)です。 わずか 2 年後 、スコット クランプ Stratasys の創設者である は、社会分野で現在最もよく知られているタイプの 3D プリンターである最初の 3D FDM プリンター (Fuse Desposition Modeling) を明らかにしました。 両方の操作方法は似ています
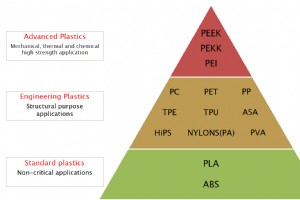
3D プリンティングの世界では、FDM/FFF は数年前から明らかに際立った材料ファミリーであり、PAEK (ポリアリールエーテルケトンまたはポリアリールエーテルケトン) ファミリーでした。このクラスに属する材料は半結晶性プラスチックで、高温 (200 ºC 近く) に耐え、高い機械抵抗値を維持します。 PAEKファミリーには、PEEK、PEKK、PEI(ULTEM 1010およびULTEM 9085)が存在します。これらはすべて、高い機械的強度、耐薬品性、および高い燃焼温度を備えています。 PEEK フィラメント (ポリエーテルエーテルケトン) PEEK (ポリエーテルエーテルケトン)

3D プリントの世界は常に進歩しており、市場にはますます多くの材料が存在します。この技術の絶え間ない開発のおかげで、材料と 3D プリンターの新しく高度なカテゴリが生まれました。 高度な材料とは、最高かつ最高の技術的特性を示す材料であり、あらゆる産業分野や医療などの他の多くの分野でますます求められています。このカテゴリには、単一組成の材料(PEI Ultem 1010、PEKK、ABS ESD)と、ある種の繊維と合金化されたその他の材料(PEI CF、PEKK CF、XSTRAND GF30-PP、XSTRAND GF30-PA6、PETG CF、PETG AF)があります。 、 ABS C

3D プリントの世界では、あまり言及されていませんが、非常に重要な側面があります。それは、3D プリンターのメンテナンス用の基本的なツールを用意することです。 他の機械と同様に、3D プリンターは一定時間稼働した後はメンテナンスが必要です。その際、ノズルやヒート ブレークなどの摩耗したアイテムをクリーニングして潤滑するか、交換する必要があります。 プリンターを適切に維持するために必要な基本ツールは次のとおりです。 3D プリンター用潤滑剤 3D プリンター SuperLube の潤滑剤は耐熱性に優れているため、ホットベッドを備えたプリンターで使用されますが、潤滑剤は液体になりにくく、印刷
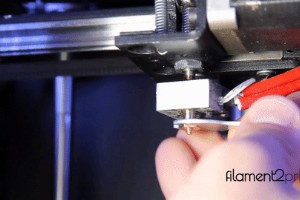
3DプリンターのノズルをE3Dオリジナルノズルに交換する際、互換性があるか疑問が生じることがあります。ほとんどの 3D プリンターは、ノズル v6 オリジナルと互換性がある場合、その測定は最も使用されている M6x1 であるためです。 ユーザーが現在のノズルの測定値がわからない場合は、3D プリンターからノズルを抽出する前に、互換性があるかどうかを確認する 2 つの方法を説明します。このためには、最初にホット エンド フィラメントを取り外し、印刷温度まで加熱してから取り外す必要があります。ホット エンドは室温なので、7 mm E3D レンチを使用してノズルを緩めます。 Gif 1:ノズル
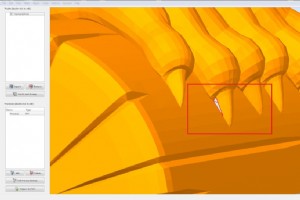
3D プリンタのユーザーは、パーツを作成する際に特定の問題に遭遇する可能性があるため、アドバイスに従うことをお勧めします。 3D プリントを開始する前に、発生する可能性のあるエラーやエラーを防ぐために . 1.ファイル .STL を確認 3D プリンタのユーザーが、印刷したいインターネット モデルをデザインまたはダウンロードした場合、モデルをチェックして、面やサーフェスの間に領域が開いていないことを確認する必要があります 、それらが存在するため、ピースからのボイドまたはフィラメントの形でエラーが発生します。これを回避するには、プログラムのプレビューで、GCode (Pronterface

前回の記事に続き、エクストルーダー内のジャムや 3D プリンター外のドラフトによって生じる反りやひび割れなどのミスや失敗を回避するための、3D プリント中の最も重要なヒントを以下に示します。 1.下書きから分離する 3D 印象の多くの失敗の原因は、空気の外部にある Currents 3D プリンターのせいです。 これは、気流によって温度が急激に低下するためです。 ひび割れや反りの原因となる可能性があります 、特にユーザーが ABS などのデリケートな素材を使用する場合。これらの問題を回避するには、3D プリンターをドラフトのない部屋に配置する必要があります。 、特に 3D プリンターに保護ケ
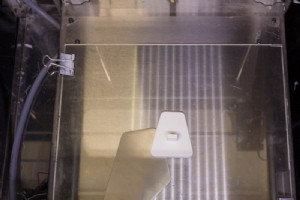
「3D プリントのヒント」シリーズを締めくくる次の記事では、3D プリント後のヒントに焦点を当てます。 ベースからパーツを分離する方法とエクストルーダーのクリーニング方法を含む PLA-Carbon Fibre など、ジャムが発生しやすい繊維を含む素材を使用した後。 1.パーツをベースから分離 3D プリントが終了すると、一定時間 (5~10 分) パーツをベースから分離して操作する前に、十分に冷却して軟化温度を下回るようにする必要があります。これが満たされていない場合、ワークピースは変形し、仕上げ品質がいくらか失われます。前に示された時間が経過すると、そのピースは分離できるので、 可能であ
STL ファイルは 3D モデルの作成に最も一般的に使用されます 、OBJ ファイルに先んじて、3D 印刷コミュニティの大多数によって。 目的のモデルの STL が選択されたら、それをローリング ソフトウェア(Cura、Simplify3D...)に入力して、製造用に 3D プリンターで使用されるコードである GCode を生成する必要があります。このソフトウェアでは、ユーザーはインプレッションのすべてのパラメータを変更でき、モデルを検証して、面またはサーフェス間にオープン ゾーンがないかどうかを確認する必要があります。これは、それらが存在する場合、ピースによるボイドまたはフィラメントの剥離

画像 1:ウッド フィラメントでプリントされた作品。出典:フィラメンタム。 2012 年、3D プリントの世界に新しい素材が登場 木材フィラメント LayWoo-D3 を開発したのは、ドイツのメーカー Kai Parthy の手によるものです。 本物の木の外観を持つ最初のフィラメント。このフィラメントには 40% の再生木材と残りの結合ポリマーが含まれています。その使用法は PLA に似ていますが、LayWoo-D3 は印刷温度に応じて色が変わるという特徴があります 、180 ºC では明るい色になり、245 ºC ではより暗い色になります。木材の割合が多いだけでなく、切断、研磨、塗装も可能

次の記事では、直径 1.75 mm と 3 mm のフィラメントの違いを明らかにしようとしています。 (3mm フィラメントは同じ直径で 2.85 mm)、3D プリンターを購入する前に 3D プリントの多くのユーザーが抱く傾向がある質問です。 多くのプロ用および産業用 3D プリンター ほとんどの場合、Bowde システムを使用して、モーターの重量によって発生する HotEnd の軸上の慣性モーメントを減らし、印刷精度を高めます)直径 3 mm のフィラメントを使用します . このタイプのマシンで 1.75 mm ではなく 3 mm を使用する理由の 1 つは、エクストルーダー モータ

この記事では、フローとは何か、また 3D プリントにおけるフローの重要性についてコメントします。さらに、3D プリンターが可能な限り最高の結果をもたらすように、このパラメーターを調整する方法についても説明します。 3Dプリンターの流れ フローは、モデルを作成するために選択された印刷パラメーターに基づいて、エクストルーダーを通過するフィラメントの量(より正確にはボリューム)です。フローの計算は、フィラメントの直径とノズルの出口直径に応じて、3D プリンターの製造元が押出機モーターに対して設定するステップ/mm に従って、3D プリンターによって自動的に実行されます。 エクストルーダーを交換する
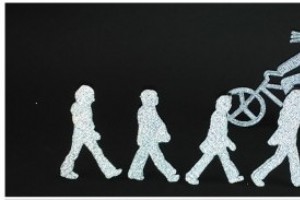
著名なエンジニアである Kai-Parthy は、3D プリント フィラメントの世界で新たな障壁を乗り越え、3D プリント FDM 用の最初の反射フィラメントを開発しました。 Reflect-o-Lay フィラメントは、光の再帰反射の原理に基づいて作成されます。 この半柔軟なポリマーと数百万の小さな反射粒子の組み合わせにより、暗い環境で光を反射する能力が大幅に強化されます。 これらの何百万もの反射粒子は、フィラメントの外面にポイントを生成し、一度印刷すると、Reflect-o-Lay で作成された作品に直接当たる光が、光源に関係なく光の波面を反射します。入射角。 この効果は、暗い環境、光
3Dプリント





