工業製造

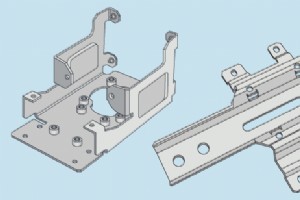
標準的なプレハブの鉄骨建物は、鉄鋼工場で設計および製造され、組み立てのために現場に配送されるいくつかの異なるコンポーネントの集まりです。各コンポーネントは社内のエンジニアによって設計され、事前に切断、事前溶接、事前穴あけされるため、組み立てが容易になります。 プライマリ フレーミング プライマリ フレーミングは、構造のバックボーンです。鉄骨建物の一次骨組は、いくつかのコンポーネントで構成されます。これらのコンポーネントは、予算と構造のニーズに合わせてカスタマイズできます。 剛体フレーム – 各建物は、建物の長さに応じて 2 つ以上の剛体フレームで構成されます。内部の剛性フレームは、

建物を設計しているときに、構造用鋼について、また建物に構造用鋼を使用することのリスクについて意見を持つ人に出くわすことがあります。実際、これらの誤解のほとんどは簡単に暴かれ、通常、金属製の建物から別の素材への移行を思いとどまらせるためにのみ共有されます.最も一般的な神話のいくつかは、簡単に異議を唱えることができます。 俗説:鉄骨は錆びすぎ スチール製の建物は、酸化や錆の原因となるコンポーネントにさらされます。ただし、さびは問題になるずっと前に対処されるため、これが問題になることはめったにありません。亜鉛めっきは、鋼製品の耐久性のある表面を保護できます。亜鉛めっきプロセス中に、亜鉛のコーティ

時代は誰にとっても逼迫しており、すべての企業がお金を節約しようとしています。見積もりを比較して最も経済的なソリューションを見つけることは、すべての企業が新しいプロジェクトを開始するときに行う必要があることです。ただし、安ければ良いというわけでは決してありません。品質は重要です。鉄鋼製造プロジェクトで業界のリーダーを利用すると、長期的にはより良い結果が得られます。品質にお金を払うことは、投資する価値があります。 安価な鉄鋼製造はコストが高くなる スチール加工で最も安い見積もりを選択すると、支払った金額が得られます。最初の見積もりが低いことに気付くかもしれませんが、高額な配送料、アドオン、ま

油、蒸気、およびその他の有機および非有機液体を貯蔵するための最も一般的な鋼製貯蔵タンクは、API 620 および 650 です。American Petroleum Industry (API) は、これらの貯蔵タンクの設計、製造、および建設に関する基準を確立しました。どちらのモデルにも利点があり、ニーズに合った適切なタンクの選択は、圧力、サイズ、温度パラメーターなどの特定の要因のセットによって異なります。 API 620 構成 API 620 貯蔵タンクの底は、高床式または平底です。タンクは、炭素鋼、ステンレス鋼、またはニッケル合金 (低温で保管する場合) で構成されています。タンクに

すべての製造プロジェクトはユニークであり、使用されるアプリケーションに基づいて、さまざまな鋼がより適切に機能します.亜鉛メッキとステンレスのどちらの鋼が優れているかを尋ねられた場合、製造プロジェクトの詳細を確認しない限り、正解はありません。製造プロジェクトの材料を選択するときは、亜鉛メッキ鋼とステンレス鋼の間の基本を理解することが重要です。これにより、予算、プロジェクトがさらされる要素、および使用する鋼の強度を考慮して、最も情報に基づいた選択を行うことができます。 ステンレス鋼 ステンレス鋼は溶鋼にクロムを添加して作られます。ステンレスは水に強く錆びにくい素材です。塩水でもステンレスは

金属に使用されるコーティングシステムの前に、適切にサンドブラストされた表面が不可欠です。製造された金属は、サンドブラストによって適切に洗浄されるまで仕上げることができません。準備は、接着に影響を与えたり、腐食を引き起こす可能性のある汚染を取り除きます。油、グリース、錆、スケール、および可溶性塩をすべて除去する必要があります。オイル、グリース、およびその他の化学物質などの汚染物質は、サンドブラストの前に、通常は溶剤を浸した布で除去する必要があります。最初の洗浄の後、サンドブラストで残っている表面汚染物質を処理します。これにより、今後のすべての仕上げが金属に付着し、最終コーティングがどのような条件

インサートを 3D プリント パーツにねじ込み、組み立てる際に知っておくべき基本的なことが 1 つあります。製造できるものとできないものは、パーツとインサートの両方の材料特性によって異なります。心に留めておくべき 2 番目のこと:可能な限り、標準的なタップとインサート用に設計することは有益です。 SLS および MJF で構築されたコンポーネントには、真鍮のヒート セット インサートが可能です。 ヒートセット インサート付き SLS および MJF パーツ 選択的レーザー焼結 (SLS) またはマルチ ジェット フュージョン (MJF) プロセスを使用して印刷されたナイロン パーツは、標準

金属やプラスチックの機械加工は、部品製造において大きな役割を果たします。多くの場合、最終用途には機械加工された表面仕上げで十分ですが、部品の表面は鋳造や成形ではなく切断されるため、美的または機能的な目的のために、標準の (機械加工されたままの) 表面仕上げを変更する必要がある場合があります。 .これには、より精密な機械加工または二次プロセスの使用が必要になる場合があります。 表面粗さの測定 表面粗さの最も広く使用されている尺度は、Ra、または平均表面粗さです。マイクロインチ単位で平均表面平面からの偏差を測定します。例えば、鋳鉄製のフライパンの粗い表面のRaは約2,000です。ハッブル宇宙
板金部品に設計強化を組み込むことは、美的価値を追加するだけでなく、さまざまな目的に役立ちます。ただし、一部の機能は、板金部品に非常に装飾的で完成した外観を与える傾向があります. 正方形または長方形のパーツのコーナーで一般的に使用され、推奨される 2 つのシート メタル デザイン フィーチャーは、面取りと半径です。どちらも、鋭利で未加工または半未加工のカットされた金属コーナーを排除し、それらを丸みを帯びたコーナー (半径) または角度のあるまたは面取りされたコーナー (面取り) に置き換えることができます。 板金設計に面取りや半径を組み込む必要がある理由はたくさんあります。ここに 5 つの大

多くの人は、3D プリント技術を使用して、頭で想像できるほぼすべての形状を作成できると考えています。 OK、それはある程度正しいですが、完全ではありません。難しいのは、用途に合わせて機能的であり、長寿命を達成するために構造的に健全であり、メディアの制限に対処するようにモデル化された、審美的に美しいデザインを考え出すことです。 3D プリントで多くのことができますが、これらの他の要因を考慮に入れると、私たちが見たいデザインを作成することができます 穴と水路:ネガティブ スペースの優れたアイデア 設計者がパーツにチャネルを含める場合、これらのフィーチャが単純な丸い穴である必要がないことを考慮しな

人間関係は、個人的であろうとビジネスであろうと、相互尊重がすべてです。毎年、機械加工部品の何万もの CAD ファイルを目にします。誰かが設計で機械加工について慎重に考えていることはすぐにわかります。プロセスの理解が深まると、その部品を迅速かつ効率的に製造できることがわかります。これは、私たちとお客様の両方にとって素晴らしいことです。同時に、問題のあるものを見つけた場合、それらの問題をお客様に伝えるのは私たちの責任です。以下は、私たちが常にデザインに求めているものです。 フライス加工と旋削加工:機械加工の鳥と蜂 基本的に、機械加工には、フライス加工(穴あけ方法を使用)と旋削(旋盤を使用)の

射出成形部品になる運命にあるモデルには、私たちが大好きなデザイン要素がたくさんあります。時々、それを釘付けにするモデルが得られます。設計者/エンジニアは、プロセスでできることとできないことについて優れた感覚を持っていることがわかります。すべては、射出成形のしくみに関する確かな知識から始まります。 成形チェック用のデザインを手に入れよう! 成形部品が必要な場合、設計はそのプロセスに対応する必要があります。お客様の CAD を確認し、パーツが成形性を考慮して設計されているかどうかを早い段階で判断できます。または、3D プリントや CNC 機械加工などの別のオプションの使用を提案する場合もあります
過去に板金部品で当社と協力したことがある場合は、当社が効率性を重視していることをご存じでしょう。お客様の迅速な部品を迅速に提供します。デザインのアップロードから完成品の手元に届くまでのプロセスをスムーズにするために、お客様が念頭に置いておくことができるデザインのベスト プラクティスがいくつかあります。私たちが気に入っている板金設計要素と機能をいくつか紹介します。 すべて詳細 正確な見積もりを準備する場合でも、製造用の部品を完成させる場合でも、事前に知っておく必要があるすべての情報を収集することが最初の重要なステップです。これはパズルを組み立てるようなものです。顧客の CAD モデルまたは見

3D プリント プロセスでは、プリンターからすぐに射出成形品質の表面仕上げが得られないことは周知の事実ですが、朗報があります。役立つテクノロジーが存在し、常に新しい開発が行われています。後処理の手作業が減り、自動化が進むにつれて、3D プリント部品のコストは下がります。 サポート構造の除去 (または、選択的レーザー焼結 (SLS) およびマルチ ジェット フュージョン (MJF) の場合は、パウダー ケーキの除去) は、ビルドに必要なサポート構造から印刷済みパーツを解放するための最初のステップです。サポートを削除するために新しいテクノロジをどのように活用しているかについては、こちらの Pol
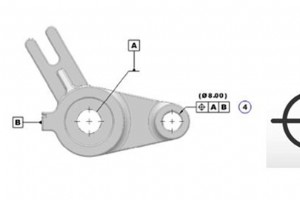
製造業における品質の世界は、大きく複雑な場所です。業界認証から寸法検証、プロセス検証まで、考慮すべき変数は数多くあります。ほとんどの場合、これらの品質プロセスは、コンポーネントの大量生産に進む前に、各製造プロセスの安定性を確保するために重要です。基本的には2回、CpKなら30回測るということなので、カットは1回で済みます。しかし、よく知られているように、典型的なコンポーネントには、部品の性能を左右する可能性のある多くの機能、寸法、公差があります。このブログでは、重要品質 (CTQ) プロセスの最近のアップグレードである幾何学的寸法公差 (GD&T) について説明し、利用可能なさまざまな機能と寸

3D モデルのくっきりとしたシャープなエッジが、現実世界や現実世界のオブジェクトにうまく反映されるとは限りません。専門家によると、丸みを帯びた角や縁は目に優しくなります。また、部品や製品の取り扱いが容易になり、(ほぼ間違いなく) 安全になります。 新しく機械加工された金属部品は、設計がこれらの鋭いエッジを滑らかにしたり壊したりしない限り、エンド ユーザーが望むよりも鋭いエッジになる可能性があります。エッジ ブレークを作成するには、面取りと呼ばれる傾斜または面取りされたエッジとコーナー、またはフィレットと呼ばれる丸みのあるエッジをデザインに組み込む必要があります。 フィレット (ここに示さ

射出成形部品のねじ込みインサートの用途は数多くあります。これらは、ハウジング、ケーシング、電子機器の筐体、家電のノブやダイヤルなど、さまざまな業界やさまざまな部品に見られる共通の特徴です。熱かしめと超音波溶着、つまり成形された熱可塑性パーツを局所的に溶かして別のパーツを挿入できるようにする射出成形プロセスがあります。どちらのオプションも、プラスチック部品の気密性、耐久性、および美学を提供します。 プロトラブズがネジ付きインサートに使用するプロセスである熱かしめは、家電製品や自動車の製造で一般的に使用されています。通信業界の部品、機器。 熱かしめは、ねじ付きインサートを加熱し、それらのインサ

射出成形用の部品を設計するときは、部品の機械的特性の改善、表面仕上げの向上、最終組立プロセスの促進、または部品のカスタマイズを容易にする仕上げオプションを検討する必要がある場合があります。 お客様に人気があると思われる一般的な仕上げオプションは、パッド印刷またはレーザー彫刻を使用したパーツ マーキングのサービスです。 HemoSonics 製の Quantra 血液分析機で見られるように、パッド印刷を使用したパーツ マーキングは一般的な仕上げオプションです。 . プラスチック部品へのパッド印刷 パッド印刷は、会社のロゴなどの 2 次元の画像を 3 次元のオブジェクトに転写します。例はたく

治具と治具は、多くの場合、部品の組み立てを合理化し、効率的なワークフロー プロセスを作成し、全体的な製造品質を向上させ、製造コストを削減し、作業を自動化するのに役立つ重要な製造現場の製造ツールとして機能します。 この投稿では、ジグとフィクスチャの違いを見ていきます。治具や治具は、CNC 機械加工を使用して製造されることが最も一般的ですが、この記事では、不規則で複雑な、または小さい治具や治具が必要な場合に、工業用グレードの 3D プリント (アディティブ マニュファクチャリング) が機械加工の優れたオプションまたは代替手段となる方法についても説明します。 ダイレクト メタル レーザー焼結の

アディティブ マニュファクチャリング、特に最新の 3D プリントは、1983 年の最初の開発以来、長い道のりを歩んできました。今日の 3D プリントされた部品は、高い解像度と公差を達成できます。より一般的な 2 つの手法は、ステレオリソグラフィー (SLA) と溶融堆積モデリング (FDM) です。どちらも 1980 年代に登場しましたが、部品の製造方法が明らかに異なるため、最終的な部品はそれぞれ異なる利点をもたらします。 Protolabs の MicroFine Gray™ 樹脂で作られた SLA パーツは、マイクロ精度の分解能を実現します。 SLA の仕組み SLAは、その部品の原材
産業技術