工業製造
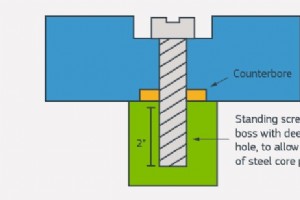
ボス フィーチャーは、射出成形設計でよく見られます。それらは、ねじ用のチャネルを提供することにより、成形部品の組み立てを支援するために使用されます。プラスチック スクリュー ボスの設計はかなり簡単ですが、部品間の強力な接続を確保し、外観上の欠陥を軽減するための考慮事項がいくつかあります。 まず、ボスの穴のサイズと周囲の壁の厚さを決定する必要があります。ポストを分割せずにネジがプラスチックにかみ合うように、十分に厚い壁が必要です。これらの仕様を取得するには、特定のネジの推奨される穴のサイズと周囲の壁の厚さについて、ネジ製造元のガイドラインを参照してください。 穴が比較的深いボスの場合、カウン

製品開発が加速するにつれて、デザイン ルールが変化しています。これは、金属積層造形ほど明白な場所はありません。直接金属レーザー焼結は、医療および航空宇宙産業で大きな可能性を秘めた金属積層造形技術です。しかし、設計の初期段階でも新しい考え方が必要です。多くの点で、製品設計と製造をより迅速かつ革新的にするための新しいテクノロジーを検討する際に、設計者が直面しなければならない移行を表しています。 DMLS にはいくつかの利点があります。主に、設計者が通常とは異なる形状の設計を時間とコストの両方を節約して製造できることです。他の 3D プリント技術と同様に、DMLS は高出力レーザーで噴霧金属粉末を

CNC 機械加工は、固体プラスチックまたは金属のブロックを削り取る減法製造プロセスです。 ほとんどの人は機械加工に精通していますが、プロトラブズでの機械加工の独自性は何ですか?これらは、ラピッド CNC 加工サービスに関して最もよく寄せられる質問の一部です。これらの回答は、CNC 機械加工用に設計を最適化し、製品開発の取り組みをどのように改善できるかを判断するのに役立ちます。 1.プロトラブズの CNC 機械加工プロセスの特徴は何ですか? 少量の部品をできるだけ早く効率的に加工するために、従来の機械工場とは少し異なる方法で作業を行っています。 3D CAD ファイルを protolabs.

試作・量産部品の製造工程・材料を多数ご用意しております。しかし、1 つのプロセスには、他のプロセスとは別の素材があります。それは、光学用液状シリコーン ゴムです。 (OLSR)。 OLSR は、照明および光学部品用のポリカーボネート (PC) やアクリル (PMMA) よりも好ましい材料の選択肢となる多くの特性を備えた高度な材料です。 OLSR が提供する利点のいくつかを次に示します。 光透過 光が物質を通過すると、光の透過率が失われます。 PC、PMMA、さらにはガラスでさえ光の損失があり、ガラスは最大 95%、PMMA は約 93%、PC は 88~90% を保持します。製品に透明な P

つまり、柔軟性を必要とする部品を設計しており、材料を選択する必要があります。最初はおなじみの熱可塑性エラストマーのリストに飛びつくかもしれませんが、TPU として一般に知られている熱可塑性ポリウレタン材料を忘れないでください。アプリケーションの要件によっては、TPU が最適な選択肢になる場合があります。 熱可塑性ポリウレタンは、優れた耐薬品性と耐摩耗性を備えています。 TPUとは TPU は、高い耐摩耗性と耐薬品性を備えた弾性のある熱可塑性材料です。ほとんどのエラストマーと同様に、シール、ガスケット、およびホースに一般的に使用されます。また、グリップを追加したり振動を減衰させたりする能力が

プロトラブズでは、3D プリント パーツに色を追加するだけでなく、表面を改善する染色および塗装を提供しています。仕上がり品質。 3D プリントのビルドが完了したら、パーツの外観とパフォーマンスを改善するためにいくつかの手順を実行できます。当社の標準的なビルド後のプロセスには、必要に応じてサポート構造を取り外し、次にビード ブラストを適用して余分な材料を除去し、一貫したテクスチャを実現することが含まれます。ただし、パーツの美観を向上させるために、たとえば色を追加するなど、追加の手段を講じることができます。 パーツを 3D プリントし、デザインにとって色が重要な場合は、ステレオリソグラフィー

より複雑な形状をサポートすることに加えて、5 軸割り出しフライス加工は非直交面の仕上げを改善することもできます。 従来の CNC 加工は、側面 (X)、前後 (Y)、および上下 (Z) の動きによって制御される 3 次元加工で構成され、プラスチックまたは金属材料の未加工ブロックから材料を除去します。このタイプの機械加工は今日でも非常に一般的であり、ほとんどの形状に適していますが、3 面のみからのフライス加工には限界があります。 5軸割り出し加工に入る。このプロセスでは、フライス加工と同じ 3 軸制御が使用されますが、加工テーブルにはさらに 2 方向に回転する機能があります。これにより、ワー

生産ツールに投資するかどうか、いつ投資するかを決定するのは簡単なことではありません。まず、初期投資コストがあり、場合によっては高級スポーツカーを超えることもあります。それに加えて、数か月の待機、下流の設計変更のリスク、関連する再作業コスト (再作業が可能であると仮定した場合)、および少なくとも短期的には、現在必要とされているよりも多くの部品を注文しなければならない可能性があります。さらに、製品が売れなかったらどうしますか? もちろん、よく考え抜かれたプロトタイピング プロセスは、これらの懸念の多くを軽減しますが、気まぐれな市場の需要と、望ましい在庫レベルよりも高い可能性に対処する必要がありま

最終的な製品開発計画に射出成形への移行が含まれる場合、CNC 機械加工は、成形量の増加への移行に役立つ材料の選択を提供します。 Protolabs には、さまざまな利点を持つ 30 以上のエンジニアリング グレードの熱可塑性材料があります。 材料特性をよりよく説明するために (図 1)、頻繁に使用される 4 つの熱可塑性樹脂 (ABS、ポリカーボネート (PC)、ポリプロピレン (PP)、ナイロン ポリアミド (PA)) を取り上げ、最大熱たわみ、引張強度、破断点伸びを比較しました。射出成形、機械加工、3D プリントで発生します。 ABS成形 ABS加工 ABSのようなSL 熱たわみ
当社では、PEEK と PEI の 2 つの高温熱可塑性樹脂を提供しています。どちらの高性能材料も機械加工および射出成形が可能で、極端な温度に耐える部品を製造できます。 ピーク PEEK 部品は、高温用途での優れた機械的および耐薬品性を備えています。その機械的特性は、90 ~ 200 MPa の引張弾性率強度と 662°F (343°C) の溶融温度で構成されています。一部のグレードの PEEK は、動作温度が約 482°F (250°C) です。 その堅牢性から、PEEK は一般的に機械および医療機器の用途に使用されています。 PEEK は、高温用途での絶縁特性と寸法変化に対する耐ク
液体シリコーン ゴム (LSR) 材料の選択を拡大しました。これは、特定の熱可塑性プラスチックよりも明確な弾性および光学的利点を備えています。汎用の Elastosil LSR の 3 つのデュロメータ、および医療および光学グレードの Dow Corning 材料に加えて、Protolabs には 2 つの新しいデュロメータの Elastosil と耐燃料性フルオロシリコン材料があります。 エラストシル LSR Elastosil LSR は、成形性に優れ、全体的な外観が良好で、着色剤が添加されるまで透明である優れた汎用材料です。ショア A デュロメーター 40 および 60 が、現在提供
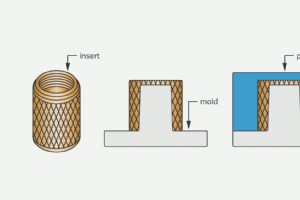
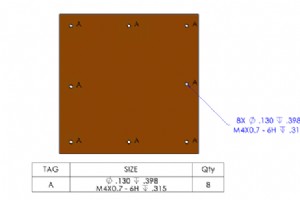
少量射出成形は単純な部品だけに限定されません。 Protolabs では、サイド アクション、ハンドロード インサート、オーバーモールドを使用して複雑な部品を製造する能力があり、現在、インサート成形プロセスのベータ テストを開始しています。 オーバーモールディングのように 2 つの別々のショットを使用して最終部品を製造する金型の代わりに、インサート成形は一般に、金型に装填される予備成形部品 (多くの場合金属) で構成されます。機械的特性 インサート成形により、ネジ付きインサートなどの既製のコンポーネントを使用して部品に追加の強度を組み込むことができます。 ねじ込みインサート インサート成

当社の 6 つの 3D プリンティング技術のどれを使用するかは、プロジェクトのニーズ、部品の用途、材料の選択、および全体的に望ましい美学に完全に依存します。当社の最も人気のある 2 つの 3D プリント サービスであるステレオリソグラフィー (SLA) と選択的レーザー焼結 (SLS) は、パーツのエンジニアリング グレードのオプションを提供します。 オプションとメリットについて詳しく説明する前に、各テクノロジーの仕組みを見てみましょう。 SLA 部品の高品質な表面仕上げと、場合によっては透明度により、SLA は化粧品に適しています。プロトタイプ。 SLA と SLS のプロセスの違い
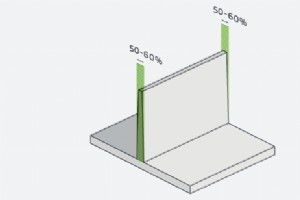
UL 94 は、Underwriters Laboratories (米国) によってリリースされたプラスチックの可燃性規格です。この規格では、プラスチックがさまざまな方向と部品の厚さでどのように燃焼するかに従って、難燃性が最も低いものから難燃性が最も高いものまで、6 つの異なる分類でプラスチックを分類しています。 UL 94 定格 評価の定義 HB 水平部分の燃焼が遅い V-2 部品の燃焼は 30 秒以内に停止し、垂直方向の可燃性プラスチックの落下が可能になります。 V-1 垂直部分では 30 秒以内に燃焼が停止し、炎症を起こしていないプラスチックの滴ができます。 V-0 垂直部
3D プリンティングという用語には、パーツをレイヤーごとに構築するいくつかの製造技術が含まれます。それぞれがプラスチックと金属の部品を形成する方法が異なり、材料の選択、表面仕上げ、耐久性、製造速度とコストが異なる場合があります。 3D プリントには次のようないくつかの種類があります。 ステレオリソグラフィー (SLA) 選択的レーザー焼結 (SLS) 溶融堆積モデリング (FDM) デジタル ライト プロセス (DLP) マルチ ジェット フュージョン (MJF) ポリジェット 直接金属レーザー焼結 (DMLS) 電子ビーム溶解 (EBM) アプリケーションに適した 3D プリント プ
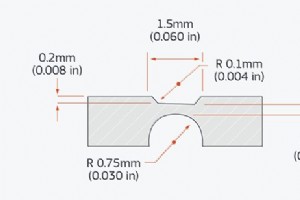
繰り返し折りたたんだり曲げたりできるリビングヒンジの設計は言うまでもなく、プラスチック部品の設計は非常に困難な場合があります。ヒンジは、アセンブリ内のコンポーネントの数を減らしたり、製造コストを削減したりするために、プラスチック部品の設計でよく見られます。 リビング ヒンジは、パーツを 1 度から 180 度まで折り曲げたり、曲げたりできる厚いプラスチックで囲まれた薄いプラスチック片です。しかし、部品が曲がると、引張応力と呼ばれる歪みが生じます。プラスチックが薄すぎると、必要な強度が得られず、部品が裂ける可能性があります。厚すぎると、過度の応力が発生し、パーツが破損します。 射出成形設計で

ショップでは、製造装置内のさまざまな作業にさまざまな種類の治具を使用する場合があります。 治具か治具か?この 2 つの用語は混同しやすいです。多くの場合、それらはペアになっていることがわかります。同様の機能を共有しているにもかかわらず、2 つを交換することはできません。製造品質の向上、製造コストの削減、および作業の自動化のために、これらの製造ツールがどのように使用されているかを調べることで、これらの製造ツールの微妙な違いを学びましょう。 手作業を改善するジグ 週末の釣りの趣味で「ジグ」という用語を知っているかもしれませんが、エンジニアの辞書では別の意味を持っています。私たちの目的のために、
薄肉は設計でよく見られる機能であり、射出成形部品にさまざまな問題を引き起こす可能性があります (詳細は後述)。潜在的な問題を回避する最も簡単な方法は、デザインを修正して壁を強化するか、微調整を加えることです。パーツの機能要件により、薄肉を完全に回避することが常に可能であるとは限らないことがわかっているため、パーツに薄肉を含める必要がある場合に役立つ設計と材料の考慮事項についても説明します。 薄肉形状のスキニー では、薄い壁の問題は何ですか?射出成形の成功は適切な流動にかかっており、薄い壁はプラスチック材料が部品金型全体に均一に流動することを困難にします。以下に、薄肉射出成形の一般的な危険を
板金の見積もりを当社のシステムにすばやく移動し、その過程で設計を改善するためのより良い方法をお探しですか?お手伝いします。複雑な一連の技術的要件に適合する製造された板金部品を入手する場合、サプライヤーが正確な見積もりを生成するために必要なすべての情報を確実に入手できるようにすることが、最初に (そして最も重要な) 越えなければならないハードルです。 最近では、ほとんどのサプライヤは、形状、材料、表面仕上げ、およびその他のニーズを価格とリード タイムを示す見積もりに変換するために、2D 図面のみを日常的に必要としていました。しかし、2D 図面のみを提出することのトレードオフは、時間とコストでし

電子機器は、消費者向けのスマートフォンやラップトップから、高度な医療機器、重要な航空機の飛行制御、電子機器やその他の車両の安全性、パフォーマンス、エンターテイメント システムに至るまで、いたるところにあります。 用途はさまざまですが、多くの電子機器には少なくとも 1 つの共通点があります。それは、それらを機能させる回路基板やその他のコンポーネントがすべて筐体内にあるということです。 カスタム設計の筐体は、消費者向けおよびコンピュータ エレクトロニクス製品を、コモディティ化した競合他社から際立たせるのに役立ちます。他のエンクロージャーは、産業機器やその他の機器を湿気、熱、化学物質などの危険か
産業技術