工業製造
設計、見積、発注、製造、納品。このプロセスは摩擦がないように見えますが、今日のエンジニアリング経済では、この単純で効率的なプロセスは標準からかけ離れています。欠けている部分は、各ステップ間の数日または数週間のダウンタイムです。 多くの企業が時間効率を測定しているため、ダウンタイムはエンジニア、プロジェクト、および締め切りに影響します。ダウンタイムも予算に影響します。部品の見積もりは「概算見積もり」にすぎない場合があります。見積もりが承認されて、部品のコストが大幅に高くなるという電子メールを受け取るという悪夢は、エンジニアとプロジェクトを悩ませる可能性があります。 すべての設計作業が完了した

2 枚の板金を融合する必要がある部品を設計している場合は、溶接とリベットについて考えてみましょう。各方法の長所と短所を知ることで、より強力で長持ちする部分を得ることができます. 溶接:利点 溶接を見るのはクールで (もちろん、特別なシールドやゴーグルを装着して)、溶接は、研磨して磨くときれいな表面仕上げになることは誰もが知っています。リベットやスポット溶接に対応するためにフランジを設計する必要がなく、ジオメトリをより動的にすることができるため、設計者にとって溶接は多くの自由を提供します。要するに、溶接は本質的に 2 つの表面間の永久的な結合を提供するということです。 板金を融合する場合、溶

金属および合金は、プロトラブズの 3D 印刷プロセスによる直接金属レーザー焼結によって製造されたものを含め、医療用途に適しています。 (DMLS)。 COVID-19 ウイルスによって引き起こされた公衆衛生上の危機により、医療機器や医療技術製品の開発に携わる設計者やエンジニアの緊急性が高まっています。 医療製品の設計における重要な部分は、使用可能な驚くほど多様な材料をナビゲートし、医療機器やその他のヘルスケア製品およびコンポーネント、特にパンデミックと戦うために現在生産されている製品およびアプリケーションに最適な材料を決定することです (サイドバーを参照)。 .通常、多くの選択肢があること

製造材料の世界では、エラストマーは弱い分子間力を特徴とするポリマーです。この弱点は、材料が外力を受けると形状が変化し、力が加えられなくなると元の形状に戻るという点で役立ちます。この特性により、エラストマーは、射出成形または 3D 印刷を使用したさまざまな種類のシール、ガスケット、およびスプリングの製造に理想的です。 シールまたはガスケットとして機能するエラストマー製の部品は、力が加えられると形状が変化します。隣接する部品間のたるみを取り、圧力がかかると隙間や凹凸を埋め、気体や液体の漏れを防ぎます。輪ゴムは、引張力を受けるエラストマーのよく知られた例です。もう 1 つの例は、携帯電話ケースの軟

陽極酸化およびクロムメッキは、アルミニウムまたはチタンの機械加工または板金部品を一般的な磨耗や腐食から保護する優れた方法です。鋼、ステンレス鋼、銅なども保護できますが、アルミニウムとチタンが最も一般的な素材です。これらの仕上げオプションは、耐腐食性を超えて、金属部品の全体的な外観を向上させることもできます。では、これらのプロセスはどのように機能するのでしょうか?まずは陽極酸化に取り組みましょう。 腐食保護を超えて、陽極酸化は金属部品の全体的な外観を向上させます。 陽極酸化とは? アルミを例に考えてみましょう。化学的に言えば、アルミニウムは、他の元素と結合したときに完全に安定した分子状態に到

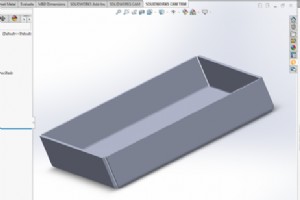
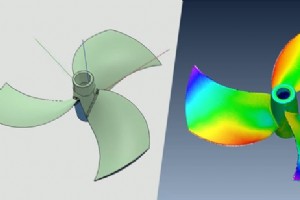
3D 設計の進化により、デジタル マニュファクチャリングは大きく変化しました。 3D CAD テクノロジを使用すると、より豊富な設計コンテキスト、はるかに低いエラー マージン、はるかに迅速な製造ルートなど、複数の利点が得られます。最終的に、優れた設計とは、最適化と、革新的なアイデアから製造された製品への最も簡単で最速のルートを見つけることです。 優れた設計とは、最適化と、革新的なアイデアから製造された製品への最も簡単で最速のルートを見つけることです。また、3D CAD テクノロジーが優れた設計を可能にします。 2D 図面から 3D CAD モデルへの移行 2D 図面で作成された設計には、

3D プリントでリビングヒンジが可能であることをご存知ですか?部品の機能性と完全性を損なわないように、ヒンジ機能を設計する際に留意すべき点がいくつかあります。 リビングヒンジ機能を備えた SLS パーツ。 プロセス 熱可塑性または熱可塑性材料の 3D プリントには、選択的レーザー焼結 (SLS) とステレオリソグラフィー (SL) の 2 つのプロセスがあります。しかし、リビング ヒンジに必要な機能を備えた部品を製造できるのは SLS だけです。 素材 3D プリント パーツにリビング ヒンジの可能性が見られる場合はいつでも、SLS を強くご案内します。 SLS は、主にナイロン 11
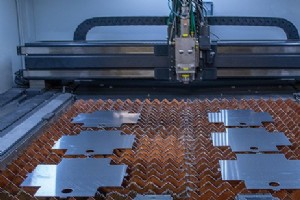
かつて、レーザーは SF の夢にすぎませんでした。過去 60 年間で、私たちは架空の宇宙線銃から光の力を戦略的に利用する方法に移行しました。今日、レーザーは、精巧な外科用機器、光学メディア リーダー、製造用の強力なレーザーなど、いたるところに使用されています。それらすべてに共通しているのは、安定した手またはコンピューター制御のアプリケーションによって導かれ、信じられないほどの精度で作業を行う能力です。 CO2 とファイバー レーザー切断機の両方を使用して板金部品を製造しています。この技術は、当社のクイック ターン シート メタル機能において不可欠な役割を果たしています。 レーザーとは?

カスタム シート メタル パーツの作成には、金属のスラブを切断して曲げるだけではありません。設計する部品ごとに、金属の材質と部品が設置される環境を考慮する必要があります。間違った保護メッキを施した間違った金属を選択すると、腐食により短時間で部品が破壊される可能性があります。 2 番目の考慮事項は、最終製品がどのように見えるかです。ベア メタルの素朴な外観やインダストリアルな外観が好きな人もいますが、パーツに鮮やかな色を付けたい場合もあります。ブランディングの目的で、ロゴを追加することを検討している場合や、追加のテキストや画像を含める必要がある場合があります。 通常、板金部品は、アセンブリの
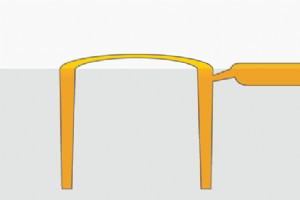
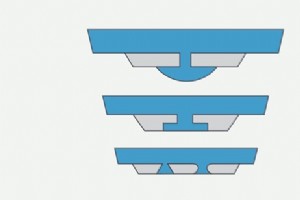
ピン ゲートまたはポスト ゲートとも呼ばれるトンネル ゲートは、金型キャビティに樹脂を供給します。それらは斜めにパーティング ラインの下で機械加工されます。 射出成形用の部品を設計する場合、解決する必要がある金型の重要な要素は、金型キャビティへの溶融樹脂 (プラスチック) の流れを制御するゲートです。ゲートは、ランナー (樹脂を金型に供給するシステム) が金型キャビティと出会う接続部です。 ゲートにはさまざまな形状とサイズがあり、さまざまな方法でプラスチックをキャビティに入れることができます。ゲーティング オプションには、特に、最も一般的なタブ ゲート、ホット チップ ゲート、トンネル

射出成形部品を設計する場合、部品の製造後に仕上げオプションを適用して、機械的特性を改善し、表面仕上げを強化し、組み立てプロセスを容易にし、部品をさらにカスタマイズすることが必要になる場合があります。別の利点は?単一のデジタル製造部品サプライヤーを通じて、サプライ チェーンと射出成形のニーズ (試作、生産、仕上げ) を合理化できます。 仕上げ剤と着色剤 カスタム着色剤のマッチング プロトラブズでは、お客様が提供する Pantone 番号とお客様が提供する部品サンプルに対して、カスタム着色剤のマッチングを提供しています。カラーマッチングプロセスはシンプルで高速です。現時点では、メタリック、ネオン

ステレオリソグラフィーは、マイクロ流体設計に見られる超微細な特徴を作り出すことができます。 従来、CNC 機械加工や射出成形を使用して少量のマイクロ流体デバイスまたは「ラボ オン ア チップ」を製造することは困難でしたが、プロトラブズでは 3D プリントによるマイクロ流体製造を提供しています。 マイクロフルイディクスは通常、非常に平らな表面と、フライス加工と手作業で研磨された金型での製造が困難な透明で薄い/浅い特徴を必要とします。これらの小さな特徴は簡単には区別できないため、注意深い研磨が必要であり、射出成形の圧力によって、成形品の表面に対するエジェクタ ピンの影響は言うまでもなく、エッジ

MicroFine Gray™ は、超微細な特徴を持つ小さな部品を作成するために Protolabs で開発された独自の材料です。 3D プリントでパーツを構築する場合、マシンの解像度は、最小フィーチャ サイズ、表面仕上げの品質、およびコストを決定することにより、最終パーツに大きな影響を与える可能性があります。さまざまな部品形状に対応するために、通常、高解像度、マイクロの 3 つの解像度でステレオリソグラフィー (SLA) 3D プリントを提供しています。ほとんどのパーツは通常の解像度で作成できますが、約 0.005 インチの微細な形状を持つパーツの場合、高解像度が必要になる場合があります。

産業グレードの 3D プリンティングの精度と再現性により、アディティブ マニュファクチャリングは、機能プロトタイピングのための効果的で正確なプロセスとして確立されました。同時に、プラスチック射出成形は、数万個以上の大規模生産用の部品を製造するための、信頼性が高く、コスト効率と時間効率の高い方法として長い間使用されてきました。 その結果、エンジニア、デザイナー、および製品開発者は、これら 2 つのプロセスが製品のライフ サイクルにおいてうまく機能することを発見しました。最初は 3D プリント プロトタイピングによる設計リスクの軽減から始まり、射出成形による製造方法への移行です。ボリュームを上げ
オーバーモールド は新しい製造技術ではありませんが、2 部構成のプロセスの設計方法についてはまだ混乱が生じています。考慮すべき最大の分野の 1 つですか?ボンディング。コンポーネントを一緒にオーバーモールドするために多くの材料を使用できますが、化学結合や機械的インターロックがなければ、一部のオーバーモールド部品は時の試練に耐えられません. 3 種類の機械的接着技術。 化学結合 この結合プロセスには、互いに強力な結合を形成するために一緒に成形された 2 つの化学的に適合する材料が含まれます。すべての素材が互いにうまく機能するわけではないことに注意することが重要です。以下の互換性チャートは、主

アルミニウムの金型は高速 CNC マシンで切削されます。 従来の射出成形では通常、数百万個の部品を製造できる鋼製金型が使用されますが、金型の製造には数か月かかり、50,000 ドル以上の設備投資が必要になることがよくあります。しかし、生産需要が少量を必要とする場合はどうなるでしょうか?それがアルミ工具の理想的なところです。スチールとアルミニウムのツーリングの違いを簡単に見てみましょう。 アルミ工具による少量生産 15 日以内の金型製作および部品 約 1,500 ドルからの金型で低製造コスト 最大 10,000 部品以上の生産量。材料の種類と形状によっては、数十万の部品を製造できる金型も

工業用 3D プリンティングは、機能的なプラスチック パーツを迅速に作成しますが、多くの場合、外観と機能を向上させる二次操作によってパーツのメリットが得られます。 SLArmor は 3D プリント パーツに機械的強度を追加します。 DSM Somos Nanotool を使用して SL パーツをニッケルメッキします。 パフォーマンスの向上 3D プリントでは、レイヤリング、公差、および材料の過硬化が原因で、スレッドがうまく形成されません。ねじ切り性能を向上させるためのオプションの 1 つは、ビルドの完了後に穴をねじ切りまたはタップ加工することです。これにより、ねじ山が滑らかになり、パフォ

マルチ ジェット フュージョン パーツ (左) は通常、SLS パーツ (右) に比べて表面仕上げと機械的特性が向上しています。 . 3D プリンティングの機能は、HP のまったく新しいテクノロジーであるマルチ ジェット フュージョンの導入によって進化し続けています。この積層造形プロセスは、熱可塑性ナイロン パウダーから部品を構築する独自のアプローチを採用しているため、構築時間が短縮され、精度が向上し、部品全体でより一貫した機械的特性が得られます。 このプロセスが選択的レーザー焼結 (SLS) に非常に似ていると思われる場合、それは間違いではありません。ただし、製造の選択を行う前に理解する
製品製造情報 (PMI) は、デジタル検査レポートにとって重要です。 PMI は、3D CAD ファイルに含まれる非ジオメトリ データです。エンジニアリング データや製造データを伝達するために 2D 図面やデジタル ドキュメントに頼るのではなく、すべてを元の CAD ファイルに埋め込むことができます。デジタル検査を実施するためにお客様から必要なものは、設計の最も重要な機能を特定し、それらの寸法の公差を指定する適切な PMI データだけです。 PMI は、デジタル スレッドを製造から検査までずっと拡張するのに役立ちますが、品質検査レポートを超えた大きな影響があります。 ASME の Digit

当社の射出成形サービスと同様に、プロトラブズでの CNC 加工は少し型にはまらないものです。部品をできるだけ早く機械加工するために、部品の見積もり、設計の製造可能性の分析、およびツールパスの生成を行う自動プロセスを開発しました。さらに、標準化されたツールセットは、マシニング センターの運用を合理化し、サイクル タイムを短縮するのに役立ちます。 有限ツールセットを使用する理由 小さな機械工場では、部品の形状を機械加工するための正確なツールを見つけたり、場合によっては自分で作成したりしますが、私たちは機械加工プロセス全体で有限の標準化されたツールセットを使用します。 なぜこれを行うのですか?一
産業技術