工業製造

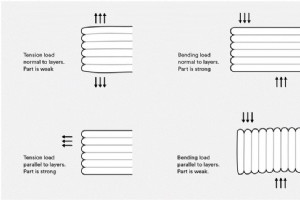
一枚の紙を取り、その中央のインチだけを折り、フラップを形成してみてください.紙の残りの部分も折りたたむ必要があるため、それはできません。そのためには、幅 1 インチの紙だけを折り畳み、残りを 1 つの平面として残す方法が必要です。しかし、板金は曲げられると伸び、周囲の材料を引き寄せて、ジオメトリを作成するために必要な変形を実現します。レリーフなしでフランジを曲げると、その伸びによって曲げに隣接する領域から材料が引っ張られ、見苦しい変形や裂けが発生します。 ベンドリリーフ はとても重要です。 ベンドリリーフとは? ベンドリリーフとは、板金に 2 つの小さな切り込みを入れて、2 つの間の金属を
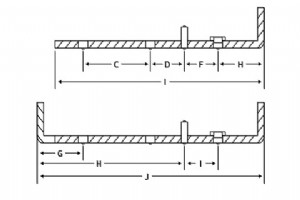
ノッチとタブは、精密板金部品に見られる最も一般的な 2 つの機能であり、その理由は簡単にわかります。これらの機能により、領域にツールを配置できるようにスペースが確保されます。また、特にアセンブリにパーツを組み込む場合に、パーツまたはフィーチャ間のスペースの競合を回避するのに役立ちます。 タブ (または指) は、間隔が狭く連続した突き出た金属片です。 #2:このノッチは周囲を超えて伸びていません。 #3:これはスロットです。連続したストリップがないということは、それらの使用を管理するルールが少ないことを意味します。 ノッチの寸法規則 ノッチに適用しやすい 2 つの設計基準を次に示します。まず

黄色の着色剤を使用したナイロン素材の渦巻き効果のサンプル。事前に配合された樹脂を選択すると、顧客はこの問題を回避できます。 シュートを逃さないバスケットボール選手は、ゾーンにいると言うかもしれません .ある心理学者がその現象を説明しました—流れを見つける —幸福の秘訣であるとしばしば言われる、生産的な関与の状態として。 しかし、射出成形部品にフロー ラインを見つけることは、設計エンジニアと顧客の不満につながります。これは、射出成形に大きく依存する医療機器、自動車用途、または消費者向け製品の部品にフロー ラインが見える場合に特に当てはまります。 フロー ラインは、表面の不規則性、波状パター
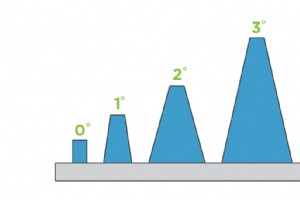
最小の z 高さを提供する方向を選択することは、非常に簡単に思えるかもしれません。したがって、ビルド時間が最も速くなります。ただし、Z 高さのみの方向付けは、パーツの要件に関して常に最も意味があるとは限りません。 3D プリントのパーツの向きを考える際に関係する技術的要因が他にもいくつかあります。 3D プリント、特にステレオリソグラフィー (SLA) の部品の向きについて考えるときは、鉛筆を思い浮かべてください。この鉛筆を 1 層ずつ水平または垂直に 3D プリントするには何が必要でしょうか?横向きにすると平らになるため、横向きに印刷すると時間がかかりません。縦向きに印刷すると、背が高く、よ
板金部品のメーカーを選択する際、公差という用語が重要です よく出てきます。誰もが自分のパーツが自分のモデルの正確なレプリカであることを望んでいますが、実際には、完璧の定義には常にいくらかの余地が必要です.その変動は、私たちが寛容と呼んでいるものです。この用語は常に使用されていますが、製造公差の現実は、問題のプロセスによっては非常に複雑になる可能性があります.この投稿では、機械加工、3D プリント、および板金プロセスと、それらが達成可能な公差に与える影響を比較します。 板金加工 vs. 機械加工 vs. 3D プリント 機械加工と 3D プリントは非常に精密な製造方法であり、材料を (それぞれ
通常、パーツが完璧であることを確認するのに役立つベスト デザイン プラクティスについて書きたいと思います。すべての不気味でハロウィーンの精神で、実に恐ろしい悪い部分を避けるために、「すべきでないこと」に関するサービスライン固有のヒントをいくつか取り上げましょう.毎年何十万もの部品を製造してきましたが、背筋がゾクゾクするような部品をいくつか見てきました。避けるべきことは次のとおりです。 射出成形事故 厚く敷く 肉厚は、成形部品の重要な考慮事項です。壁が厚すぎると、沈み込み、反り、内部空隙 (空気のポケット) が形成されやすくなります。恐れることはありません。肉厚のガイドラインに従うことで
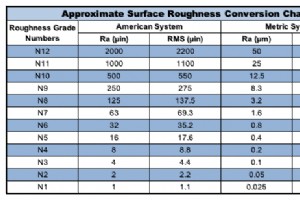
金属表面仕上げ特性のリファレンス ツール 金属表面仕上げチャートは、Metal Cutting が品質保証プロセスの一環として社内で使用する参照資料です。 (当社の品質対策の詳細については、当社の Web サイトの品質への取り組みページをご覧ください。) 通常、これらのチャートは、次のような標準的な表面仕上げの測定に関するガイドラインを提供します: 使用されるさまざまなパラメータ さまざまな処理方法による典型的な粗さ マイクロインチ (µin) などの単位からミクロン (またはマイクロメートル、µm) への変換 標準的な表面仕上げとは? 表面仕上げ 一般に、表面のテクスチャの尺度とし

平面研削プロセスはどのようにして平行度と直角度を達成するのですか? 最も基本的な精密平面研削は、金属の立方体形状を正方形および平行にするという 2 つの目的を達成するために使用されます。多くの用途で利用されていますが、通常は治具、金型、金型であり、表面研削サービスは一見単純に見えます。 しかし、より深く見てみると、表面研磨をマスターするには見た目以上のことがあることがわかります。 精密平面研削の用途 六面立方体の長方形または正方形の金属片の場合、精密平面研削により、各側面を正方形にし、それ自体または基準面と平行にすることができます。これらの正方形または長方形のブロックは、通常、磁石によっ
真円度要件の厳しい公差の達成 部品のミッション クリティカルな機能の公差を指定することは、製造可能性を最適化するための重要な要素です。 当社が製造する小さな金属部品に特定の真円度公差を求めて顧客が Metal Cutting Corporation に来ると、いくつかの興味深い質問が開かれます。 循環性とは?また、部品が「円形」と表現できる基準を満たしているかどうかをどのように判断しますか? 循環性を定義する複数の方法 簡単に言えば、真円度とは真円度、つまりオブジェクトが真円にどれだけ似ているかを表したものです。 私たちの世界では、円形度は、円柱に沿った 1 点でのオブジェクトの丸さ
パーツの適合と連携の確認 GD&T 公差は、Geometric Dimensioning and Tolerancing (GD&T) の一側面であり、部品の製造方法を伝達するシステムです。通常、一連の 14 の標準記号を使用して、パーツを作成する人々をガイドします。 GD&T シンボルに加えて、GD&T 公差はエンジニアリング図面に含まれており、パーツの製造、そして最終的にはその機能に不可欠な位置、円筒度、およびその他の特性についての洞察を提供します。 GD&T 公差は、機能とコストのバランスを取る必要があります。 部品の図面が考案されると、それは完璧に設計されます。つまり、部品のある
小型金属部品検査の時間とコストを節約 小さな金属部品の製造にとって検査がいかに重要であるかについてよく話します。これは、数百万とは言わないまでも、数千の製品を構成する部品の品質を確保するのに役立ちます。 しかし、100% の検査にはかなりの時間とコストがかかります。さらに、100% のコンプライアンスを保証するものではありません。そのため、メーカーとその顧客は品質管理 (QC) でサンプリング プランを信頼しています。 検査にサンプリング計画を使用する正当な理由 腐食や汚染から亀裂や表面の不規則性まで、金属部品のさまざまな表面仕上げの問題を検出するために、肉眼または高度な光学ツールを使
丸い、まっすぐ、3D です! 小さな金属部品の製造可能性を最適化するための重要な要素は、部品の製造方法を伝えるために使用される幾何学的寸法と公差 (GD&T) 規格です。 GD&T の継続的な調査の一環として、ここでは 円筒度 を見ていきます — 円柱状部品の真円度と真直度の両方を制御するために設計図で呼び出される幾何公差の特性。 GD&T 円筒度とは? 最も基本的な用語で言えば、GD&T 円筒度 部品の全長に沿った丸みの指標です。これは、軸に沿って丸く、まっすぐにする必要があるシャフト、ピン、およびその他の部品の仕様に示される特性です。 円筒度は真円度とは異なります。真円度は、円筒形
ラッピングとホーニングが似ているのに何が違うのですか? ホーニングとラッピングは、同じプロセスではありませんが、同じ意味で言及されることがよくあります。実際、精密金属部品の世界でホーニングとラッピングを比較すると、この 2 つは非常に似ていますが、根本的に異なると言えます。 それは矛盾しているように思えるかもしれません。では、なぜその評価が実際に正確なのかを詳しく見てみましょう. ラッピングとホーニングとは? ラッピング 部品の平らな表面またはドーム状の表面を正確に仕上げるために使用されるサンディングまたは研磨方法です。 ホーニング チューブ、ボア、または穴の内径 (ID) に正確な表面
定性が定量に勝る場所 毎日何千ものロッド、チューブ、ワイヤーを長さに合わせて製造しているメタル カッティング コーポレーションでは、真直度は頻繁に扱う機能の 1 つです。これは、センターレス研磨では、研磨する部品がまっすぐであるときに最適な結果が得られるためです。 さらに、当社の顧客は、部品の重要な特徴として、位置決めやその他の幾何公差特性とともに、真直性をよく指摘します。 真直度は、ワイヤ、ピン、チューブ、および穴に嵌めたり別の部品と嵌合する必要があるその他の円筒形の部品にとって特に重要です。材料の真直度はエンド カットの垂直度にも影響するため、図面に真直度自体が示されていない場合でも
垂直性とは? 垂直性 エンジニアリング図面に示されることがある GD&T フィーチャーの 1 つです。逆さまの「T」で表され、インチまたは度で呼び出されます。一般に、次のいずれかを制御する GD&T 公差を指します。 公差域として機能する 2 つの平行な平面を持つ、2 つの 90° の面またはフィーチャ間の垂直度 理論上の完全に平行な軸の周りの円柱で表される、特定の基準点に対して軸がどの程度垂直である必要があるか ただし、垂直度の測定について話すと、 ここメタル カッティング コーポレーションでは、通常、金属ロッド、チューブ、ワイヤーなどのパーツ自体の直角度を、そのパーツのエンド カッ
GD&T のランアウトとは? 小さな金属部品製造の世界では、Geometric Dimensioning and Tolerancing (GD&T) システムは、記号と GD&T 公差 の組み合わせを使用して、部品の形状と機能に不可欠な機能を作成する方法についての洞察を提供します。 このブログでは、エンジニアリング図面で呼び出されることがある 2 つの関連する GD&T 機能を見ていきます。小さな金属部品を切断して機械加工する私たちにとって、円振れと総振れの概念 一見したように単純ではありません. また、当社が製造した部品を最終的に自社製品のコンポーネントとして使用するメーカーにと
基準はシンプルで明白か、そうでないか 計測器のキャリブレーションは、図面仕様の幾何学的パラメーターから精密金属部品の測定と検査に使用される方法まで、すべてに影響を与える品質管理の重要な側面です。 しかし、校正基準に関連するいくつかの課題 (あえて言えば、頭痛の種?) があります。 各種測定・検査ツールに。理論上、キャリブレーションは絶対的なものですが、正確に絶対的ではない理由はたくさんあります。 校正標準に関する共通の仮定でさえ、課題がないわけではありません。たとえば、許容される一時的な間隔はありますが、技術的には、デバイスがキャリブレーションされてから数分後にキャリブレーションが終了す
プレシジョン マニュファクチャリングの 50 周年を祝う Metal Cutting Corporation は、会社の歴史において重要なマイルストーンを通過したことを心から喜んでいます。 50歳になりました!当社は 1967 年 12 月 7 日に設立され、2017 年もここにあり、繁栄していることを非常に誇りに思っています。お客様のビジネスと従業員の献身に心から感謝しています。親愛なる読者の皆様が当社の顧客の 1 人である場合、感謝に堪えません。顧客になることを考えている場合は、歓迎し、最高のサービスを提供するために、今後何十年にもわたって独立性と生産性を維持することを計画していることを
金属切削は ISO 9001:2015 規格の再認定 Metal Cutting Corporation は、品質管理に関する ISO 9001:2015 規格の認証を再度取得したことを発表いたします。 このニュースは、必要な独立した再認証監査を無事に完了した直後にもたらされました。監査は、ANSI-ASQ National Accreditation Board (ANAB) によって ISO 評価の実施を認定されている TUV Rheinland of North America, Inc. によって実施されました。 Metal Cutting は、1994 年以来、一貫した継続的な

100 年を超える革新の成果 以前、米国国立標準技術研究所(NIST)について、また NIST トレーサブル規格が QMS 規格の重要な部分であることについて少しお話ししました。しかし、NIST トレーサビリティは、インチ、グラム、およびその他の測定値の基準を設定する、業界の単なる基礎ではありません。 NIST のトレーサブルな標準は、非常に奇妙で風変わりで興味深い多くの方法で機能します。 NIST トレーサブル ピーナッツ バター用のたくさんのパン 適切な例:ほんの数年前、761 ドルのピーナッツ バターの瓶の写真がインターネット上で広まり始めたとき、大きな騒ぎがありました。このゴールデ
産業技術