工業製造

21 CFR Part 820 は、医療機器の品質システムを管理する一連の FDA 規制です。その中で詳述されているのは、米国内で流通する医療機器が効果的、安全、および準拠していることを保証する、現在の適正製造基準 (cGMP) 要件です。この規制は、米国内で人間が使用することを目的とした完成した医療機器を設計、製造、包装、ラベル付け、保管、設置、またはサービスするすべての施設に適用されます。規制を遵守するには、製造業者は、医療機器のリスク、製造プロセスの複雑さ、および組織の規模に適した品質システムを開発および維持する必要があります。これらの規制に従わなかった場合、FDA から警告を受ける可能

砂型鋳造は、最初に砂型を作成する金属成形プロセスです。溶融金属は、凝固のために金型キャビティに注がれます。続いて、金属部品が冷却されて成形された後、砂殻が取り除かれます。一部の砂型鋳造部品は、製品の精度を向上させるために、鋳造後に二次機械加工プロセスを必要とします。 砂型鋳造は、鉄を含む幅広い金属や合金を処理できます。砂型鋳造は、費用対効果が高く効率的な技術であり、サイズや形状の変更に関しては一般的に柔軟です。高品質の鋳物は、最も経済的なレベルで、指定された用途または目的に適合すると見なされます。高品質レベルを維持するには、鋳造プロセスのすべてのポイントで品質管理方法が必要です。この記事では
他の鋳造プロセスよりもインベストメント キャスティングを選択する理由の 1 つは、その優れた表面仕上げです。このブログ投稿では、これらの仕上げをもたらすプロセス、達成可能な仕上げ、およびより良い仕上げのメリットについて説明します. 表面のミラーリング インベストメント鋳造プロセスは、鋳造する部品のワックス レプリカから始まります。これは、乾燥して硬い殻を形成する湿ったセラミック耐火材料(耐熱セラミック)でコーティングされています。ワックスが溶けて、溶けた金属で満たされるキャビティが残ります。固化したら、セラミック シェルを壊してキャスト パーツを露出させます。 このパーツの形状と仕上げは
砂型鋳造は、砂の 3 次元パターンから型を形成する金属成形プロセスです。溶融金属を金型キャビティに流し込み、金属部品が冷却して硬化した後、サンド シェルを取り外します。製品の精度を向上させるために、鋳造後にいくつかの二次機械加工プロセスが必要になる場合があります。 砂型鋳造は少量生産に最適です。また、最終製品の設計に多用途性を提供します。砂型鋳造工程で使用される砂には、レジンサンドとグリーンサンドの 2 種類があります。この記事では、レジン サンド キャスティング プロセスをいつ選択するかについて説明します。 レジンサンドキャスティングとは? レジンサンドキャスティングでは、石英砂を樹脂
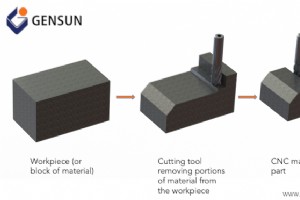
材料の入力形態が棒材、鍛造、鋳造のいずれであっても、精密機械加工プロセスを採用して、厳しい公差と優れた表面品質を備えた正確な部品を製造します。機械加工中にワークピースから材料が除去され、目的の最終結果が得られます。精密機械加工では、コンピューター数値制御 (CNC) を使用することがよくあります。これにより、特別な設計を複数の次元で正確な形状に変換できます。 従来の機械加工プロセスでは、工具とワークピースが直接接触します。従来とは異なる機械加工プロセスでは、工具とワークピースを直接接触させる必要はありません。この記事では、従来の機械加工プロセスと非従来の機械加工プロセスの違いについて説明しま
インベストメント鋳造プロセスは、高い寸法精度と高い表面品質を維持する複雑な形状の製造を可能にします。ステンレス鋼は、その強度と並外れた耐食性のために、材料として選択されることがよくあります。この利点の組み合わせにより、ステンレス鋼は、自動車、航空宇宙、船舶、医療、食品加工など、さまざまな業界で使用する鋳物を作成するための理想的な選択肢となります。 ステンレス鋼インベストメント鋳造のプロセスとは? インベストメント キャスティングの金属成形プロセスでは、ワックス パターンを作成し、セラミック シェルで囲んでセラミック金型を形成します。ワックスが溶けて、セラミックシェルが型として残ります。次に
一次製造および冷却プロセスの後、アルミニウム鋳造の包括的な熱処理により、エンドユーザーの正確な仕様を満たすことができます。この制御されたプロセスは、鋳物の物理的特性を変更して硬度または引張強度を高め、指定された延性と強度の組み合わせを実現します。 熱処理は、鋳物を制御された速度で所定の温度に加熱して、目的の構造変化を実現するプロセスです。次に、鋳物をこの温度で特定の時間保持し、制御された速度で冷却します。このプロセスは、アルミニウムの内部構造を変化させ、機械的特性と耐摩耗性を高め、機械加工性と寸法安定性を向上させます。この記事では、アルミニウム鋳物のさまざまなタイプの熱処理について説明します
サンドキャスティングは、少量から中量のプロセスと考えられることが多いですが、1 つの変更を加えると、大量生産の経済的なプロセスになります。その変更は、金型を水平ではなく垂直に分割することです。これがなぜ違いを生むのか、そしてそれからどのように利益を得ることができるのかを理解するには、2 つの生砂鋳造法 (水平分割鋳造プロセスと垂直分割鋳造プロセス) を詳しく調べる必要があります。 1 つの金型、1 つのパーツ 砂型鋳造では、砂の中に空洞を作り、そこに液体金属を充填します。金属が凝固して部品を形成した後、砂を砕いて再利用します。キャビティは、鋳造代と抜き勾配を追加して、作成する部品を複製する
鋳造の専門家は、合金鋼は炭素鋼よりも鋳造が難しいと言うでしょうが、これは金属の選択に影響を与えるべきではありません.実際、インベストメント鋳造合金鋼は、同じプロセスを炭素鋼に使用するよりも大きなメリットをもたらします。これが矛盾しているように思える場合、その説明はインベストメント キャスティングの利点を理解することにあります。 合金と炭素鋼の違い 鋼は、0.0002 ~ 2.1% の炭素を含む鉄です。このような炭素鋼は、SAE 分類システムの下で 10XX の指定を受けており、XX は炭素の割合を表します。これらの鋼は強度と延性に優れているため、さまざまな用途に適しています。さらに、炭素含
精密機械加工プロセスでは、さまざまなツールを使用して不要な材料を正確に除去し、部品の最も複雑な設計基準を達成します。これらのプロセスは、医療、航空宇宙、産業、エネルギー、油圧などのさまざまな業界で重要なコンポーネントを提供するために使用されています。この記事では、精密 CNC 機械加工部品の一般的な用途について説明します。 精密 CNC 機械加工とは? 精密機械加工では、高度なコンピューター化された工作機械を使用して、最も厳しい公差を達成し、今日の多くのコンポーネントに必要な複雑な幾何学的カットを作成します。高度なコンピューター数値制御 (CNC) 工作機械を使用することで、高度な精度と再
多くの洗練されたワークピースは、最終的な望ましい品質を達成するために、鋳造プロセスの後に精密機械加工を使用する必要があります。高度なコンピューター化された工作機械は、厳しい公差を満たし、今日の多くのハイテク コンポーネントに必要な最も複雑な形状を作成するために、精密機械加工に使用されます。製造業者は、コンピュータ数値制御 (CNC) 工作機械を使用して、精度と大量生産に対する厳しい要件を満たしています。このようにして、ユーザーのユニークなデザインを複数の次元で正確な形状に変換できます。 部品の最も複雑な設計基準を満たしながら、不要な材料を正確に除去するために、さまざまな CNC 機械加工ツー
新製品の開発にはスピードが欠かせません。部品を顧客の手に渡すのが早ければ早いほど、彼らのビジネスを勝ち取る可能性が高くなります。これにより、プロジェクトはツールのリード タイムに重点を置くことができます。砂型鋳造パターンとコア ボックスは、金属鋳造型ほど生産に時間がかかりませんが、それでもプロジェクトのタイムラインに数週間追加される可能性があります。そこで 3D プリントの出番です。 金属の 3D プリントは可能ですが、この方法で作られた部品が砂型鋳造の部品に取って代わることはめったにありません。金属は同じではなく、印刷された部品は、鋳造された部品の外観、感触、または機能を備えていません。た
コンピュータ数値制御 (CNC) は、さまざまな機械加工プロセスを正確に制御する機能を提供し、製造プロセス全体でコスト削減の可能性をもたらします。 CNC 機械加工は、プロセスが特定の要件を満たす正確な結果をもたらすため、一般的に投資する価値があります。 油圧、医療、自動車、航空宇宙、石油 &ガスなどの産業は、CNC 機械加工によってもたらされる品質と一貫性の恩恵を受けています。この記事では、金属部品の CNC 加工のコスト要因について説明し、それらのコストを削減するための可能な解決策を示します。 CNC 加工コストを押し上げる要因は? CNC 加工は、多くの業界で精密部品を完成させるた
主要な製造プロセス技術に加えて、精密機械加工部品の包括的な熱処理により、製品がエンド ユーザーの正確な仕様を満たすことができるようになります。部品を加熱および冷却して物理的特性を変更するこの制御されたプロセスは、通常、硬度または強度を高め、耐摩耗性を高めるために使用されます。ただし、特定の用途では、機械加工性の向上、電気的または磁気的特性の向上、延性または柔らかさの向上、および内部応力の軽減のために、熱処理が必要になる場合があります。 熱処理工程では、加熱、浸漬、冷却の 3 つのステップが続きます。加熱中、金属は、構造特性の望ましい変化に影響を与えるのに必要な温度になります。浸漬プロセスでは
高温、酸化、腐食性化学物質に耐える部品が必要な場合は、インコネルでのインベストメント鋳造を検討してください。インコネルはニッケルベースの超合金で、酸化に強く、華氏 1,000 度を超える温度でも強度を保持します。さまざまな組成で製造されており、インベストメント キャストで鋳造されているものもあります。 このブログ投稿では、インコネルについて説明します。さまざまなタイプと組成について説明し、インベストメント キャスティング プロセスによってインコネル部品を作成する利点について説明します。 インコネルと超合金の紹介 Inconel は、Special Metals Corporation が所
自動車業界は高品質と低価格を求めています。砂型鋳造は、両方を実現するのに役立ちます。これは拡張性に優れたプロセスであり、少量から大量まで費用対効果が高くなります。幅広い金属に対応し、高い完成品品質を実現します。ただし、すべての自動車鋳造に適しているわけではありません。適切な場合についての情報は次のとおりです。 砂模様 すべての鋳造では、液体金属を空洞に注ぎ、冷却して凝固させます。生砂やレジンサンドに空洞を形成する砂型鋳造。 「緑」とは、粘土バインダーからの水分を含む砂を指し、その色ではありません。レジンサンドはレジンバインダーでコーティングした砂です。 空洞は 2 つの半分に作られていま
砂型鋳造は、最初に砂の 3 次元パターンから金型を形成し、溶融金属を金型キャビティに流し込んで凝固させる金属成形プロセスです。続いて、金属部品が冷却されて成形された後、サンド シェルが取り除かれます。一部のコンポーネントは、鋳造後に二次加工プロセスが必要です. 砂型鋳造の代表的な製品には、エンジンブロック、シリンダーヘッド、シリンダーピストン、フレーム、ブラケット、高馬力エンジン用マニホールド、インペラー、ハウジング、建設用伝動装置のギアボックス部品、農業機械などがあります。この記事では、砂型鋳造プロセスに関連する基本的な用語について説明します。 サンドキャスティングで使用される主な用語
軽くて丈夫ですが、チタンは機械加工、溶接、成形が困難です。そのため、インベストメント キャスティングは、この金属で部品を製造する最良の方法です。 このブログ記事では、以下について説明します: 要求の厳しい環境で使用される部品の素材としてチタンが好まれることが多い理由 他の金属との違い インベストメント キャストが必要な理由 インベストメント鋳造用チタン合金 強く、軽く、耐腐食性 チタンは 18 世紀に発見されましたが、融点が高く (3,020° F または 1,660° C)、酸素と反応する傾向があるため、処理が困難でした。 1960 年代に入って初めて、最も困難な航空宇宙用途で使用さ
精密機械加工では、研削、切削、旋削、フライス加工、のこぎり加工、ボーリング ツールを使用して、目的の最終結果が得られるまでワークピースから特定の量の材料を除去します。この記事では、精密機械加工ビジネスで使用される研削盤の種類について説明します。 研削盤とは? 研削は、ワークピースから微量の余分な材料を慎重に除去するために使用されます。これは通常、機械加工プロセスの最後に行われ、完成したワークピースの最高度の精度を保証します。材料は、回転する砥石車を使用して除去されます。この砥石車は、何らかの方法でワークピースに対して配置されます。研削盤の種類: 表面研削:最も一般的な研削方法である表
サンドキャスティングは、最初に砂の立体パターンから型を作成する金属成形プロセスです。次に、溶融金属を金型キャビティに流し込んで凝固させた後、砂型を取り外します。ただし、プロセスに時間がかかる可能性があるいくつかのバリエーションがあります。たとえば、まったく新しい設計は、プロトタイプとテストに時間がかかる場合があります。内部構造または壁を形成するために金型で使用するコアを作成する必要がある場合があります。また、製品精度向上のため、鋳造後に二次加工が必要になる場合があります。 砂型鋳造による代表的な製品には、エンジン ブロック、シリンダー ヘッド、シリンダー ピストン、フレーム、ブラケット、高馬
産業技術