工業製造

KUKA 溶接ロボットの物語は、産業用ロボットの開発から始まったわけではありません。代わりに、この話は溶接が手作業で行われた 1800 年代にさかのぼります。 1898 年当時、利用可能な KUKA 溶接機は手動溶接機だけでした。 Hans Keller と Jakob Knappich は、1898 年にドイツのアウグスブルクに KUKA エンジニアリング ワークスを設立しました。 KUKA 溶接が大きな前進を遂げるまでには、50 年以上の歳月と買収が必要でした。 Quandt グループが 1950 年に KUKA を買収した後、同社はフォルクスワーゲン向けに KUKA 初のマルチ溶接シ

炭素繊維は、炭素繊維で構成された非常に強力なポリマーです。この素材は軽量で、さまざまな業界でいくつかの用途があります。 炭素繊維は少し高価ですが、この素材は自動車産業や航空宇宙産業で多用されています。炭素繊維複合材料は、帆船、自転車、オートバイなどのいくつかの輸送車両に使用されています。 他の産業は、その強度のために炭素繊維を使用し始めました.テント ポール、ゴルフ クラブ、ヘルメットなどの一般的なアイテムに使用されます。 炭素繊維は、ナイフを使用する通常の切断アプリケーションまたはアームの先端工具を使用して切断できます。また、研磨剤を混合した高圧水の蒸気を使用する研磨ウォータージェット

P-250iA Fanuc 塗装ロボットは、大規模な塗装作業にすぐに対応できます。ファナックのモデルは、業界最高の作業範囲と最適なモーション パフォーマンスを提供します。このシリーズのロボットを使用すると、低い運用コストを実現できるだけでなく、最大のスループットと品質を実現できます。 P-250ia には、効率的なプロセス統合のための中空リストが装備されています。外側アームにより、複数のホース ルーティング オプションが可能になり、オプションは外側アームの 2 つのモーターに存在します。 ファナックはその柔軟性に誇りを持っています。塗装ロボットは、床、壁、または倒立に取り付けることができ、

プログラマブル ロジック コントローラ (PLC) は、産業用ロボットがいつどこで任務を遂行するかを制御する中央コンピュータです。ディレクターが音楽家のシンフォニーをコントロールするように、PLC は特殊なロボットの「シンフォニー」をコントロールします。これらのロボットはすべて、PLC の指示とタイミングでジョブを実行し、共通の目標、製品、または完了したプロセスに向けて作業します。 最初の PLC は 1960 年代後半に導入されたもので、大規模で繊細で複雑なものでした。それらは、製造環境の熱、騒音、および振動から慎重に気候制御され、保護されなければなりませんでした。それらはプログラムするの

人間はさまざまな作業に腕を使います。同様に、ロボット アームは、特にディスペンス プロセスに関与している場合、パーツの周囲を自由に移動できる必要があります。塗布ロボットの最も一般的な 2 つのタイプは、XYZ ガントリー モデルと 6 軸モデルです。ガントリーモデルは初期費用が安く、投資回収が早い。 ガントリー ロボットは、水平移動を可能にするオーバーヘッド システムに取り付けられたマニピュレーターで構成されています。これにより、ロボットがディスペンスする際の位置決め精度が向上します。ガントリー ロボットは、X、Y、Z 座標系の床面積による制限が少ないため、プログラミングが容易です。ガント

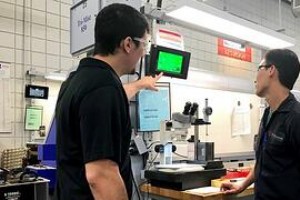
誰かや何かに触れて「ショック」を受けると、かなりショックを受けることがあります。静電気放電 (ESD) は、2 つの物体間に突然の電流が流れると発生します。 ESD は、電気デバイスに損傷を与えるだけでなく、潜在的な機器の故障やネットワークのダウンタイムを引き起こし、重大な生産損失につながる可能性があります。すべての製造業者は、機器の設計時に ESD に注意する必要があり、ESD が発生する可能性を減らすために静電気のない保護領域を確立する必要があります。設計の技術的要件によって、どの ESD テスト標準を選択する必要があるかが決まり、オペレーターはデバイス レベルとシステム レベルのテストの

調剤プロセスが自動化されると、生産性と信頼性が向上します。バッチとインラインの両方のフロー プロセスは、ベンチトップまたはスカラ ロボットを使用した自動ディスペンス システムでプログラムできます。ただし、メーカーがロボットの潜在能力を最大限に発揮できるようにするには、ロボットを正しく実装する必要があります。ロボットは調剤ラインに統合されるため、ロボット式調剤が既存のラインまたはまったく新しいラインに実装されているかどうかに関係なく、手作業の作業を自動設定に変換する必要があります。メーカーは、使用するディスペンサーのタイプと、ディスペンスを制御するロボットのタイプを決定する必要があります。

溶接ロボット工学の業界リーダーであるファナックは、自動車業界で何年にもわたってファナック溶接装置を設計してきました。ファナックの溶接機は、生産ラインでの自動車の製造を支援するだけでなく、個別の自動車部品の溶接も行っています。 ファナック溶接システムの 1 つは、ポジショナーとして 2 台のファナック M-20iA を使用し、2 台のファナック ARC Mate 100iC ロボットが部品を溶接します。このファナック溶接システムは、緩んだブラケットを自動車の排気システムに溶接するために使用されます。ポジショナーが緩んだブラケットを見つけてピックアップし、ファナックの溶接ロボットがブラケットを所

それは鳥です、それは飛行機です...そうです、それはロボットが数え切れないほどの時間を費やして働いた飛行機です!ロボットは、航空機エンジンの製造だけでなく、機体の穴あけや塗装などのタスクの実行においても、航空宇宙用途で重要な役割を果たしています。ロボットの信頼性、機能、精度により、航空宇宙産業での人気が高まっています。 ロボットは一般的に、自動車産業や小さな電子部品の作業に関連しているかもしれませんが、より大きな部品を扱う航空宇宙産業でも同じように正確です。航空宇宙の生産量はおそらく少ないですが、他の産業と同様の再現性と精度が求められます。 航空宇宙アプリケーションでロボットが最もよく使用

組み立てロボットがライン上で作業している様子を見るのは最高です。ロボット アセンブリ アームの絶え間ない信頼性と効率性には目を見張るものがあります。ただし、これらの驚くべきシステムは、単に存在するだけではありません。それらは生まれるのではなく、作られます。 組み立てロボットは、他のすべてのロボット アームと同じように、設計、製造、組み立てという方法で世に送り出されます。エンジニアは、ベースから手首までロボットを構築し、すべてをコントローラーに接続します。 しかし、設備を手作業からロボットによる組み立てに移行することは、正しく行われなければ製造業者に問題や頭痛の種をもたらす可能性があります。

ロボットは疲れを知らずに働き、完璧で正確な結果を 24 時間体制で生み出すことが期待されています。しかし、何が彼らを動かしているのでしょうか?彼らは食べ物や水を必要としません。彼らは電源が必要です。ロボット電源の選択は、システム全体に影響するため、設計の初期段階で決定する必要があります。 ロボットの主な電源はバッテリーです。ロボットに使用されるバッテリーの種類は、安全性、ライフサイクル、および重量によって異なります。銀カドミウム電池と同様に、鉛蓄電池が一般的です。充電式電池と一次電池の両方が使用されます。充電式ではないバッテリーは、一般的により強力です。 ロボット電源のその他のオプション

子供の頃、キャンディーディスペンサーが貴重なキャンディーを手に落とすのを見るのが好きではない人はいますか?ロボットも同じことをしますが、分配作業は自動化されています。液体、接着剤、ワイヤー、薬剤などのさまざまな材料を分配できます。また、コンクリートのタンクのような大きな物体や、DNA 遺伝物質のような小さな物体も分配できます。 分配時には、ロボットが材料をある場所から別の場所に移動します。わずかな誤差が最終製品に大きなミスを引き起こす可能性があるため、ロボットが正確で一貫した動きをすることが不可欠です。ロボット モデル、ソフトウェア、およびハードウェアは、特定のタイプのディスペンス用に特別に

ディスペンスの自動化は、時間効率と製品の精度にとって重要です。ロボットは多種多様な材料を分配できるため、ユーザーは時間とお金を節約でき、単調で潜在的に危険なプロセスの単調さを軽減できます。 ディスペンス ロボットは、多くの組み立ておよび製造プロセスに不可欠です。ロボットを使用して、インラインからバッチ処理までの液体分注を実現できます。ロボットは、シーラント、接着剤、コーティング、ガスケット、インク、はんだペーストなどを分配できます。自動化されたシステムのモーション コントロールにより、さまざまな面でドット、ストライプ、円弧、またはパターンを簡単にプログラミングできます。しかし、分注は流体に限

自動車、医療、航空宇宙、一般産業向けのカスタム マシンの大手メーカーであるデルタ シグマ コーポレーション (DSC) は、ロボットのサプライヤを必要としていたとき、KUKA に問い合わせました。 DSC と KUKA のパートナーシップは、KUKA のモーション コントロール テクノロジーのプラットフォームを育成し、DSC のカスタム 6 軸ガントリー ディスペンス システムの制御アーキテクチャにしました。 KUKAのモーションコントロール技術が選ばれたのは、学習とプログラミングが簡単で、操作が簡単だからです。 6 軸ガントリーディスペンスシステムは、ガントリーロボットに取り付けられた

溶接は、ロボットによる自動化に最適なアプリケーションです。熟練した人間の溶接者でさえ、製品の品質に影響を与え、コストを増加させる間違いを犯します。人間の労働には、ジョブをどれだけ迅速に実行できるかという点でも限界があり、製品のサイクル タイムとコストが増加する可能性があります。 人間の溶接工の限界を考えると、溶接自動化の利点は明らかです。最新の溶接ロボットは、非常に高いレベルの器用さ、機動性、および精度を備えています。これらの属性により、最新のロボットは、複数の溶接シームを備えた複雑な部品を、非常に高いレベルの品質で何度も溶接することができます。最新の溶接ロボットには、タッチ センサーとビジ

産業用ロボット アームは、何十年もの間、人間の製造を支援してきました。手動プロセスの代わりにアプリケーションに産業用ロボットを使用するというアイデアは 1980 年代に始まり、メーカーは振り返りませんでした。 しかし、これらの機械はどのように組み立てられているのでしょうか?このような速度と精度で動作するこれらの複雑なアームはどのように構築されていますか? ロボット アームは、操作タスクを学習または実行できる機械とコンピューターを使用する科学の一部である自動化科学に関連付けられています。これらのロボット アームは、他のものと同じように設計から始まります。 設計プロセス中に、エンジニアは、ロ

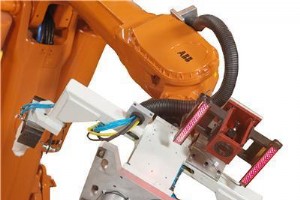
誰もがお金を節約する必要があります。製造業者にとって、時間の経過とともにメンテナンス コストを削減する機能に投資するよりも、機器の費用を節約するためのより良い方法はありますか?ファナック ロボティクスなどの産業用ロボット メーカーは、ドレス パッケージと呼ばれるケーブル管理システムを使用して、産業用ロボット アームに給電するケーブルやホースの磨耗を減らしています。 ケーブル、ホース、およびエアラインは、ほとんどの産業用ロボット アームの不可欠な部分です。ケーブルは、多くの場合、電気をエンド オブ アーム ツール (EOAT) に運びます。ホースは、クーラント、オイル、または他の多くの種類の材

バリの可能性から除外される材料はありませんが、プラスチックはバリ取りツールに匹敵します。プラスチックは、切りくずが再溶接されるため、バリ取りが非常に困難です。カッターが鈍い場合、またはスピンドルの速度や送りが正しくない場合、バリ取りに伴う高温により、除去された切りくずが溶けてカッターやワークピースに溶着する可能性があります。したがって、この現象を最小限に抑えるために、プラスチックのバリ取りを行う場合は通常、バリ取りツールの送り速度を高くします。 また、プラスチックは、ブロー成形後に冷却すると収縮する傾向があります。プラスチックが収縮して冷却されるため、エッジのバリ取りが必要なパーツに切り込み
私たちは皆、私たちをユニークにする特異性と不完全さを持って生まれています…そして人間です!しかし、製品に欠陥がある場合、安全性と美的理由の両方で、これらの不正確さを取り除く必要があります。バリ取りとは、パーツのバリ、鋭いエッジ、またはフィンを取り除くプロセスです。ロボットによるバリ取りは、このプロセスが自動化されるときです。 人間が手作業でバリを除去するのに比べて、ロボットは同じ作業をはるかに迅速に実行できるため、生産性が向上します。ロボットは同じ時間でより多くの部品を製造できるため、ロボットへの投資を迅速に回収できます。人間のように疲れることなく何時間でも働くことができ、以前は人間が占めて

溶接時の金属の融合中に放出される非金属材料の小さな粒子である溶接スパッタは、溶接アプリケーションにとって大きな問題です。ロボット プッシュ コネクタは、スパッタの発生を削減するのに役立ちます。 スパッタは、ワークピースの保守性を妨げたり、コーティングや塗装などの別のアプリケーションで問題を引き起こしたりすることによって、溶接の不連続を引き起こす可能性があるため、問題です. メーカーは、ロボット溶接装置のエアおよびウォーター チューブにプッシュ コネクタを使用することで、ライン内でのスパッタの蓄積を防ぐことができます。これらのロボット プッシュ コネクタは、それらが接続するホースと共に、
産業用ロボット